- 11
- Apr
အအေးခံနည်းလမ်းရွေးချယ်ခြင်းနှင့် အားကောင်းသော induction အပူတံတောင်ဆစ် quenching လုပ်ငန်းစဉ် ကန့်သတ်ချက်များ
အအေးခံနည်းလမ်းရွေးချယ်ခြင်းနှင့် အားကောင်းသော induction အပူတံတောင်ဆစ် quenching လုပ်ငန်းစဉ် ကန့်သတ်ချက်များ
induction အပူနှင့် quenching ၏ လုပ်ငန်းစဉ်ဘောင်များသည် အဓိကအားဖြင့် austenitizing temperature နှင့် quenching cooling method ကို အဓိက ရည်ညွှန်းသည်။ ၎င်းတို့အနက်မှ austenitizing temperature ၏ရွေးချယ်မှုသည် အဓိကအားဖြင့် ကောင်းမွန်သောစပါးအရွယ်အစားရရှိမှု၊ ကောင်းသောအပူချိန်နိမ့်ပါးမှုနှင့် ခံနိုင်ရည်ရှိမှု၊ မြင့်မားသောအထွက်နှုန်းနှင့် ဆန့်နိုင်အားအပေါ်အခြေခံသည်။ အဆိုပါဂုဏ်သတ္တိများကိုဆုံးဖြတ်ရန် tempering လုပ်ငန်းစဉ်နှင့်အတူပေါင်းစပ်ရန်လိုအပ်ပါသည်။ မတူညီသော ခိုင်ခံ့မှုအဆင့်ရှိသော ကွေးပိုက်များသည် အထက်ဖော်ပြပါ စွမ်းဆောင်ရည်အတွက် မတူညီသော လိုအပ်ချက်များရှိသည်။ ၎င်း၏ quenching process parameters များကို ဆုံးဖြတ်ခြင်းနည်းလမ်းကို ဥပမာပြရန် X80 တံတောင်ဆစ်ကို ယူပါ။ စမ်းသပ်စတီးလ်ပိုက်နှင့် တံတောင်ဆစ်စတီး၏ ဓာတုဗေဒဖွဲ့စည်းပုံကို ဇယား 10-1 တွင်ဖော်ပြထားပါသည်။
ဇယား 10-1 စမ်းသပ်ခြင်းအတွက် သံမဏိပိုက်များနှင့် တံတောင်ဆစ်များ၏ ဓာတုဖွဲ့စည်းမှု
နမူနာ ဓာတုပါဝင်မှု (ဒြပ်အပိုင်း)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
စတီးလ်ပိုက် A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
B 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
တံတောင်ဆစ်ပိုက်ကိုယ်ထည် 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 < 0. ၀၀၀၁ ၀။ ၀၃
Weld 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 < 0. ၀၀၀၁ ၀။ ၀၂
ပထမဦးစွာ၊ အောက်ပါသက်ဆိုင်ရာစမ်းသပ်မှုအကြောင်းအရာများကိုပြည့်စုံစေရန်ဓာတ်ခွဲခန်းရှိရိုးရာလျှပ်စစ်မီးဖိုအပူပေးနည်းလမ်းကိုအသုံးပြု၍ စတီးပိုက် A နှင့် B ကိုအသုံးပြုပါ။
(1) quenching temperature နှင့် austenite စပါးအရွယ်အစားကြား ဆက်နွယ်မှု အပူအပူချိန်နှင့် စပါးအရွယ်အစားကြား ဆက်နွယ်မှုကို ပုံ 10-2 တွင် ပြထားသည်။ စမ်းသပ်မှုအခြေအနေအောက်တွင် 1000°C တွင် အလင်းပြန်ပါ။ ရေကို 500°C တွင် 1 နာရီကြာ မီးငြှိမ်းသတ်ပြီးနောက် ရရှိလာသော စပါးအရွယ်အစားမှာ အောက်ပါအတိုင်းဖြစ်သည်။ ထုတ်လုပ်မှုအခြေအနေအောက်တွင်၊ ပူသောတံတောင်ဆစ်သည် ရေအေးနှင့် 500 ဒီဂရီစင်တီဂရိတ်တွင် ထားရှိပြီး အပူထိန်းသိမ်းပြီးနောက် စပါးအရွယ်အစားမှာ 1 နာရီကြာ 13 ကီလိုမီတာဖြစ်သည်။ စမ်းသပ်မှုအခြေအနေများနှင့် ထုတ်လုပ်မှုအခြေအနေများအရ ရရှိသော austenite စပါးအရွယ်အစားသည် အလွန်နီးစပ်ပါသည်။ နောက်ဆုံးကုသမှုပြီးနောက် quenching heating temperature နှင့် တံတောင်ဆစ်၏ ကောက်နှံအရွယ်အစားအမြင်အရ၊ quenching temperature ၏ အပေါ်ပိုင်းကန့်သတ်ချက်ကို 1000°C ခန့်ဟု ရွေးချယ်ရန် ဖြစ်နိုင်သည်။ စပါးအရွယ်အစား၏ အထူသည် တံတောင်ဆစ်၏ အထွက်နှုန်းအားနှင့် အပူချိန်နိမ့်ကျသော မာကျောမှုအပေါ် သက်ရောက်မှုရှိသည်။ သာမာန်အခြေအနေအရ စပါး၏ အရွယ်အစားသည် ပိုနုသည်။
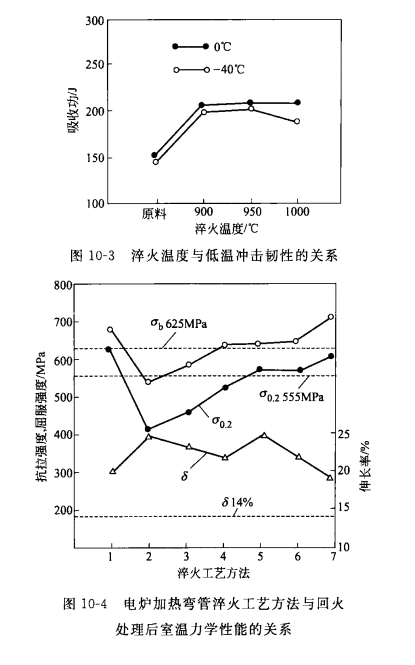
သေးငယ်သည် ၊ တံတောင်ဆစ်၏ အထွက်နှုန်း မြင့်မားလေ ၊ အပူချိန်နည်းသော ခံနိုင်ရည် အားကောင်းလေဖြစ်သည်။ (2) quenching temperature နှင့် low-temperature impact toughness အကြား ဆက်နွယ်မှု ပုံ 10-3 သည် quenching temperature နှင့် low-temperature impact toughness အကြား 0°C နှင့် -40°C အကြား ဆက်နွယ်မှုကို ပြသသည်။ 0°C တွင်၊ 900 ~ 1000°C ၏ အကျိုးသက်ရောက်မှု ခံနိုင်ရည်မှာ များစွာမပြောင်းလဲပါ။ အပူချိန် 40°C တွင် quenching temperature 950°C ထက် မြင့်လာသောအခါတွင် impact toughness လျော့နည်းသွားတတ်သည်။ အထက်ပါအခြေအနေအရ တံတောင်ဆစ်၏ အပူချိန်သည် တတ်နိုင်သမျှ 950 ℃ထက် မကျော်လွန်သင့်ပါ။
quenching process နှင့် mechanical properties အကြား ဆက်နွယ်မှု တွင် quenching temperature ၊ cooling rate (cooling medium) ပါဝင်သည်။ သံမဏိ၏ ခိုင်ခံ့မှုနှင့် ရှည်လျားမှုအပေါ် သက်ရောက်မှုကို ပုံ 10-4 တွင် ပြထားသည်။ ပုံ 10-4 ပါ quenching process ခုနစ်ခု၏ အကြောင်းအရာများကို ဇယား 10-2 တွင် ဖော်ပြထားပါသည်။ ပုံ 10-4 ရှိ မျဉ်းကွေးသုံးခုသည် APIspec 0.2L စံသတ်မှတ်ချက်ရှိ X80 အဆင့်သံမဏိပိုက်များအတွက် δb၊ δ5 နှင့် δ တို့၏ အနိမ့်ဆုံးလိုအပ်ချက်များကို ကိုယ်စားပြုပါသည်။ ပုံ 10-4 ရှိ ဒေတာများမှ၊ ရှည်လျားခြင်းအပါအဝင် ရေအား ငြှိမ်းသတ်ပြီး အပူခံထားသော နမူနာများ (ပုံ 10-4 ကိုကြည့်ပါ) သည် စံသတ်မှတ်ချက်များနှင့် ကိုက်ညီကြောင်း တွေ့နိုင်ပါသည်။ လေအေးပေးထားသော၊ ဆီ-အအေးခံပြီး အပူပေးထားသောနမူနာများတွင် ၎င်း၏ အစွမ်းသတ္တိသည် စံသတ်မှတ်ချက်ထက် နိမ့်ပါသည်။ quenching temperature ၏ရှုထောင့်မှကြည့်လျှင် 900-1000 ℃ ရေအေးပေးသည့် quenching process သည် X80 grade bending steel heat treatment နှင့်အညီဖြစ်သည်ကိုတွေ့နိုင်သည်။ ဇယား 10-2 လျှပ်စစ်မီးဖို၏ အပူပေးတံတောင်ဆစ်ကို မီးသတ်ခြင်းနှင့် အပူပေးခြင်း ကုသမှု လုပ်ငန်းစဉ်
အမှတ်စဉ် အပူချိန်
/r Holding time /min Cooling method Tempering temperature % Holding time /min Cooling method
2 1000 ငြိမ်ပေတော့
လေအေး 3 အတင်း ၃
4 1000 30 oil cooling 500 60 air cooling
၅ ၉၀၀ ရေအေး
၅ ၉၀၀ ရေအေး
၅ ၉၀၀ ရေအေး
အချုပ်အားဖြင့်ဆိုရသော် austenite စပါးအရွယ်အစား၊ အပူချိန်နိမ့်ကျမှု ခံနိုင်ရည်ရှိမှု၊ ရှည်လျားမှု၊ အထွက်နှုန်း၊ ဆန့်နိုင်စွမ်းအားနှင့် အခြားဂုဏ်သတ္တိများ နှင့် quenching temperature၊ cooling condition တို့မှ သင့်လျော်သော quenching temperature သည် 900~1000 ဖြစ်သင့်သည်၊ ခြံစည်းရိုးများကို ရေဖြန်းပေးခြင်းဖြင့် အအေးခံနိုင်သည်။ ပြီးနောက် quenching ။ လက်ရှိတွင်၊ ထုတ်လုပ်မှုအခြေအနေအောက်တွင်အသုံးပြုသည့် induction အပူ quenching temperature သည် 950 ~ 1050°C ဖြစ်ပြီး အအေးပေးသည့်နည်းလမ်းမှာ ရေဖြန်းခြင်း သို့မဟုတ် အေးသောလေအေးပေးခြင်းဖြစ်သည်။