- 11
- Apr
Izbor metode hlađenja i parametara procesa gašenja koljena jakog indukcionog grijanja
Izbor metode hlađenja i parametara procesa gašenja koljena jakog indukcionog grijanja
Parametri procesa indukcijskog grijanja i gašenja uglavnom se odnose na temperaturu austenitizacije i metodu hlađenja kaljenja. Među njima, izbor temperature austenitizacije uglavnom se zasniva na postizanju fine veličine zrna, dobre žilavosti pri niskim temperaturama, te veće granice popuštanja i zatezne čvrstoće. Ova svojstva također treba kombinovati s procesom kaljenja da bi se odredila. Cevi za savijanje različitih razreda čvrstoće imaju različite zahtjeve za gore navedene performanse. Uzmite koljeno X80 kao primjer da ilustrirate metodu određivanja njegovih parametara procesa gašenja. Hemijski sastav ispitne čelične cijevi i koljenastog čelika naveden je u Tablici 10-1.
Tabela 10-1 Hemijski sastav čeličnih cijevi i koljena za ispitivanje
Hemijski sastav uzorka (maseni udio)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
Čelična cijev A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
B 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
Tijelo koljenaste cijevi 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0. 0001 0. 03
Zavar 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0. 0001 0. 02
Prije svega, upotrijebite čelične cijevi A i B, koristeći tradicionalnu metodu grijanja u električnoj peći u laboratoriju, kako biste dovršili sljedeće relevantne testne sadržaje.
(1) Odnos između temperature gašenja i veličine zrna austenita Odnos između temperature zagrijavanja i veličine zrna prikazan je na slici 10-2. Pod uslovima ispitivanja, austenitizirati na 1000°C. Nakon gašenja u vodi i temperiranja na 500°C u trajanju od 1h, rezultujuća veličina zrna je sljedeća. U proizvodnim uslovima, vrelo koljeno se hladi vodom i podvrgava temperaturi od 500°C. Veličina zrna nakon očuvanja toplote tokom 1h je 13km. U uslovima ispitivanja i proizvodnih uslova, dobijena veličina zrna austenita je veoma bliska. Iz perspektive temperature zagrijavanja kaljenja i veličine zrna koljena nakon završne obrade, trebalo bi biti izvodljivo odabrati gornju granicu temperature kaljenja na oko 1000°C. Debljina veličine zrna ima veći uticaj na granicu tečenja i žilavost kolena na niskim temperaturama. U normalnim uslovima, veličina zrna je finija
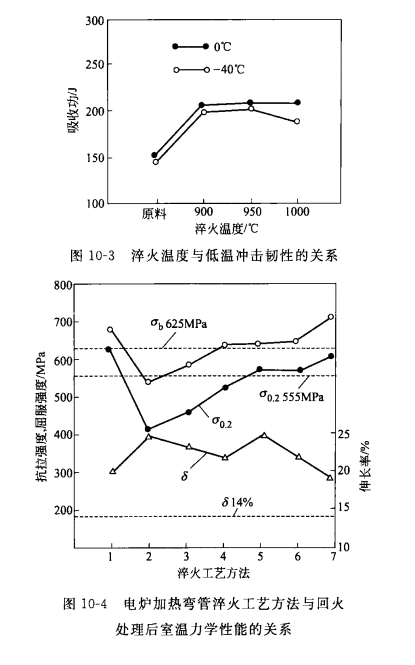
Manje, što je veća granica popuštanja kolena, to je bolja žilavost na niskim temperaturama. (2) Odnos između temperature gašenja i udarne žilavosti pri niskim temperaturama Slika 10-3 prikazuje odnos između temperature gašenja i udarne žilavosti pri niskim temperaturama pri 0°C i -40°C. Na 0°C, udarna žilavost od 900~1000°C se ne mijenja mnogo; na temperaturi od 40°C, kada je temperatura kaljenja viša od 950°C, udarna žilavost ima tendenciju smanjenja. Iz gornje situacije, temperatura gašenja koljena ne bi trebala prelaziti 950 ℃ koliko je to moguće.
Odnos između procesa gašenja i mehaničkih svojstava Proces gašenja uključuje temperaturu gašenja, brzinu hlađenja (medij za hlađenje). Utjecaj na čvrstoću i istezanje čelika prikazan je na slici 10-4. Sadržaji sedam procesa gašenja na slici 10-4 navedeni su u tabeli 10-2. Tri krive na slici 10-4 predstavljaju minimalne zahtjeve za δb, δ0.2 i δ čeličnih cijevi X80 u standardu APIspec 5L. Iz podataka na slici 10-4 može se vidjeti da čvrstoća uzoraka kaljenih i temperiranih u vodi, uključujući izduženje (vidi sliku 10-4), ispunjava zahtjeve standarda; dok zračno hlađeni i uljno hlađeni i temperirani uzorci Njegova čvrstoća je niža od standardnog zahtjeva. Može se vidjeti da je, iz perspektive temperature gašenja, proces kaljenja na 900-1000℃ vodom hlađen u skladu s toplinskom obradom čelika za savijanje X80. Tabela 10-2 Proces kaljenja i kaljenja koljena za grijanje električne peći
Ne. Temperatura gašenja
/r Vrijeme držanja /min Način hlađenja Temperatura kaljenja % Vrijeme držanja /min Način hlađenja
2 1000 mirni zrak
3 1000 prisilno hlađenje zraka
4 1000 30 hlađenje uljem 500 60 hlađenje zrakom
5 900 vodeno hlađenje
6 950 vodeno hlađenje
7 1000 vodeno hlađenje
Ukratko, iz odnosa između veličine zrna austenita, udarne žilavosti pri niskoj temperaturi, istezanja, čvrstoće tečenja, zatezne čvrstoće i drugih svojstava i temperature gašenja, uslova hlađenja, odgovarajuća temperatura gašenja bi trebala biti 900 ~ 1000 ograda, hlađenje vodom u spreju nakon gašenja. Trenutno, temperatura gašenja indukcionog grijanja koja se koristi u proizvodnim uvjetima je 950~1050°C, a metoda hlađenja je hlađenje vodom ili hladnim zrakom.