- 11
- Apr
Επιλογή μεθόδου ψύξης και παραμέτρους διαδικασίας σβέσης αγκώνα θέρμανσης με ισχυρή επαγωγή
Επιλογή μεθόδου ψύξης και παραμέτρους διαδικασίας σβέσης αγκώνα θέρμανσης με ισχυρή επαγωγή
Οι παράμετροι διεργασίας της επαγωγικής θέρμανσης και σβέσης αναφέρονται κυρίως στη θερμοκρασία ωστενιτισμού και στη μέθοδο ψύξης απόσβεσης. Μεταξύ αυτών, η επιλογή της θερμοκρασίας ωστενιτοποίησης βασίζεται κυρίως στην απόκτηση λεπτού μεγέθους κόκκου, καλής αντοχής σε χαμηλή θερμοκρασία και υψηλότερης αντοχής διαρροής και αντοχής εφελκυσμού. Αυτές οι ιδιότητες πρέπει επίσης να συνδυαστούν με τη διαδικασία σκλήρυνσης για τον προσδιορισμό. Οι σωλήνες κάμψης διαφορετικών βαθμών αντοχής έχουν διαφορετικές απαιτήσεις για την προαναφερθείσα απόδοση. Πάρτε τον αγκώνα X80 ως παράδειγμα για να επεξηγήσετε τη μέθοδο προσδιορισμού των παραμέτρων της διαδικασίας σβέσης. Η χημική σύσταση του δοκιμαστικού χαλύβδινου σωλήνα και του χάλυβα αγκώνας παρατίθεται στον Πίνακα 10-1.
Πίνακας 10-1 Χημική σύνθεση χαλύβδινων σωλήνων και γωνιών για δοκιμή
Χημική σύνθεση δείγματος (κλάσμα μάζας)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Αλ
Χαλύβδινος σωλήνας A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
Β 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
Σώμα γωνιακού σωλήνα 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0. 0001 0. 03
Συγκόλληση 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0. 0001 0. 02
Πρώτα απ ‘όλα, χρησιμοποιήστε τους χαλύβδινους σωλήνες Α και Β, χρησιμοποιώντας την παραδοσιακή μέθοδο θέρμανσης με ηλεκτρικό φούρνο στο εργαστήριο για να ολοκληρώσετε τα ακόλουθα σχετικά περιεχόμενα δοκιμής.
(1) Η σχέση μεταξύ της θερμοκρασίας σβέσης και του μεγέθους των κόκκων ωστενίτη Η σχέση μεταξύ της θερμοκρασίας θέρμανσης και του μεγέθους των κόκκων φαίνεται στο Σχήμα 10-2. Κάτω από συνθήκες δοκιμής, ωστενιθείτε στους 1000°C. Μετά από σβήσιμο νερού και σκλήρυνση στους 500°C για 1 ώρα, το προκύπτον μέγεθος κόκκου έχει ως εξής. Υπό συνθήκες παραγωγής, ο θερμός αγκώνας ψύχεται με νερό και υποβάλλεται στους 500°C, Το μέγεθος κόκκου μετά τη διατήρηση της θερμότητας για 1 ώρα είναι 13 χιλιόμετρα. Υπό τις συνθήκες δοκιμής και τις συνθήκες παραγωγής, το λαμβανόμενο μέγεθος κόκκου ωστενίτη είναι πολύ κοντά. Από την άποψη της θερμοκρασίας θέρμανσης σβέσης και του μεγέθους των κόκκων του αγκώνα μετά την τελική επεξεργασία, θα πρέπει να είναι εφικτό να επιλέξετε το ανώτερο όριο της θερμοκρασίας σβέσης να είναι περίπου 1000°C. Το πάχος του μεγέθους του κόκκου έχει μεγαλύτερο αντίκτυπο στην αντοχή διαρροής και στη σκληρότητα χαμηλής θερμοκρασίας του αγκώνα. Υπό κανονικές συνθήκες, τόσο πιο λεπτό είναι το μέγεθος των κόκκων
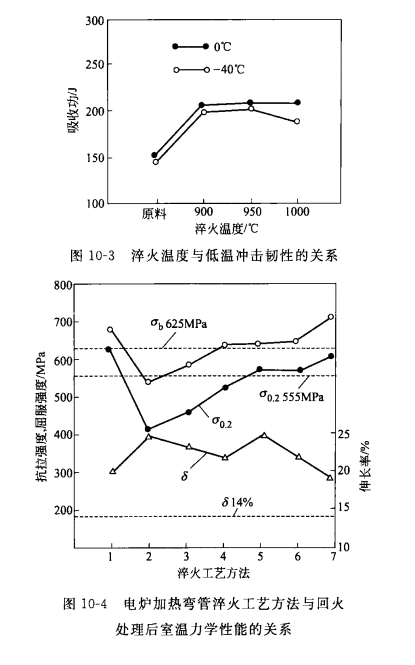
Μικρότερο, όσο μεγαλύτερη είναι η αντοχή διαρροής του αγκώνα, τόσο καλύτερη είναι η σκληρότητα σε χαμηλή θερμοκρασία. (2) Η σχέση μεταξύ της θερμοκρασίας σβέσης και της σκληρότητας κρούσης σε χαμηλή θερμοκρασία Το Σχήμα 10-3 δείχνει τη σχέση μεταξύ της θερμοκρασίας σβέσης και της σκληρότητας κρούσης σε χαμηλή θερμοκρασία στους 0°C και στους -40°C. Στους 0°C, η αντοχή σε κρούση 900-1000°C δεν αλλάζει πολύ. σε θερμοκρασία 40°C, όταν η θερμοκρασία σβέσης είναι υψηλότερη από 950°C, η αντοχή στην κρούση τείνει να μειώνεται. Από την παραπάνω κατάσταση, η θερμοκρασία σβέσης του αγκώνα δεν πρέπει να υπερβαίνει τους 950℃ όσο το δυνατόν περισσότερο.
Η σχέση μεταξύ της διαδικασίας σβέσης και των μηχανικών ιδιοτήτων Η διαδικασία σβέσης περιλαμβάνει τη θερμοκρασία σβέσης, τον ρυθμό ψύξης (μέσο ψύξης). Η επίδραση στην αντοχή και την επιμήκυνση του χάλυβα φαίνεται στο Σχήμα 10-4. Τα περιεχόμενα των επτά διεργασιών σβέσης στο Σχήμα 10-4 παρατίθενται στον Πίνακα 10-2. Οι τρεις καμπύλες στο Σχήμα 10-4 αντιπροσωπεύουν αντίστοιχα τις ελάχιστες απαιτήσεις για δb, δ0.2 και δ χαλύβδινων σωλήνων ποιότητας X80 στο πρότυπο APIspec 5L. Από τα δεδομένα στο Σχήμα 10-4, μπορεί να φανεί ότι η αντοχή των δειγμάτων που έχουν σβήσει και σκληρυνθεί με νερό, συμπεριλαμβανομένης της επιμήκυνσης (βλ. Εικόνα 10-4), πληροί τις απαιτήσεις του προτύπου. ενώ τα αερόψυκτα και ελαιόψυκτα και σκληρυμένα δείγματα Η αντοχή του είναι χαμηλότερη από την τυπική απαίτηση. Μπορεί να φανεί ότι, από την προοπτική της θερμοκρασίας σβέσης, η υδρόψυκτη διαδικασία σβέσης 900-1000℃ είναι σύμφωνη με τη θερμική επεξεργασία χάλυβα κάμψης βαθμού X80. Πίνακας 10-2 Διαδικασία επεξεργασίας σβέσης και σκλήρυνσης αγκώνα θέρμανσης ηλεκτρικού κλιβάνου
Όχι. Θερμοκρασία απόσβεσης
/r Χρόνος παραμονής /min Μέθοδος ψύξης Θερμοκρασία σκλήρυνσης% Χρόνος διατήρησης /min Μέθοδος ψύξης
2 1000 ακίνητος αέρας
3 1000 εξαναγκασμένη ψύξη αέρα
4 1000 30 ψύξη λαδιού 500 60 ψύξη αέρα
5 900 υδρόψυξη
6 950 υδρόψυξη
7 1000 υδρόψυξη
Συνοπτικά, από τη σχέση μεταξύ του μεγέθους κόκκου ωστενίτη, της αντοχής σε κρούση χαμηλής θερμοκρασίας, της επιμήκυνσης, της αντοχής διαρροής, της αντοχής σε εφελκυσμό και άλλων ιδιοτήτων και της θερμοκρασίας σβέσης, των συνθηκών ψύξης, η κατάλληλη θερμοκρασία σβέσης πρέπει να είναι 900~ 1000 φράκτες, ψεκασμός νερού μετά το σβήσιμο. Επί του παρόντος, η θερμοκρασία σβέσης επαγωγικής θέρμανσης που χρησιμοποιείται υπό συνθήκες παραγωγής είναι 950~1050°C και η μέθοδος ψύξης είναι ψεκασμός νερού ή ψύξη με κρύο αέρα.