- 27
- Jul
ઇન્ડક્શન મેલ્ટિંગ ફર્નેસમાં સ્ટીલ અને સ્ક્રેપ સ્ટીલને ગલન કરવાની પદ્ધતિ
- 28
- જુલાઈ
- 27
- જુલાઈ
ઇન્ડક્શન મેલ્ટિંગ ફર્નેસમાં સ્ટીલ અને સ્ક્રેપ સ્ટીલને ગલન કરવાની પદ્ધતિ
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
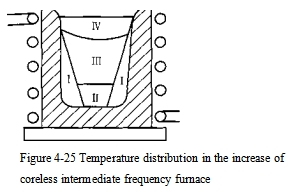
ટેપ કર્યા પછી ઇન્ડક્શન ફર્નેસનું તાપમાન ઝડપથી ઘટી જતું હોવાથી, તેને ઝડપથી ચાર્જ કરવું જોઈએ અને શક્ય તેટલું બેરલથી ભરવું જોઈએ. ગલનને ઝડપી બનાવવા માટે, ભઠ્ઠીમાં તાપમાનના વિતરણ અનુસાર સામગ્રીને વ્યાજબી રીતે વિતરિત કરવી જોઈએ. ઇન્ડક્શન ફર્નેસમાં તાપમાનનું વિતરણ આકૃતિ 4-25 માં બતાવવામાં આવ્યું છે. વર્તમાનની ચામડીની અસરને લીધે, વોલ્યુટની દિવાલની નજીકના મટીરીયલ કોલમ (ઝોન I) ની આસપાસની સપાટી ઉચ્ચ તાપમાન ઝોન છે.
તળિયે અને મધ્યમ (I, TT ઝોન) પ્રમાણમાં નબળું ગરમીનું વિસર્જન ધરાવે છે, જે ઊંચા તાપમાનનું ક્ષેત્ર છે, અને ઉપરના ભાગમાં (IV ઝોન) ઓછા ચુંબકીય પ્રવાહ અને મોટા પ્રમાણમાં ગરમીનું નુકશાન ધરાવે છે, જે નીચા તાપમાનનું ક્ષેત્ર છે.
અગાઉથી સ્લેગ બનાવવા માટે, ચાર્જ કરતા પહેલા ભઠ્ઠીના તળિયે વજન દ્વારા 1% સ્લેગ સામગ્રી ઉમેરી શકાય છે, ચૂનો અને ફ્લોરાઇટ આલ્કલાઇન ભઠ્ઠીમાં ઉમેરવામાં આવે છે, અને કાચની ક્યુલેટ એસિડ ભઠ્ઠીમાં ઉમેરવામાં આવે છે.
ઓગળવાની શરૂઆતમાં, કારણ કે લાઇન પરની ઇન્ડક્ટન્સ અને કેપેસીટન્સ ઝડપથી અને યોગ્ય રીતે મેળ ખાતી નથી, વર્તમાન અસ્થિર છે, તેથી તે માત્ર ઓછા સમયમાં ઓછા પાવર સાથે સપ્લાય કરી શકાય છે. એકવાર વર્તમાન સ્થિર થઈ જાય, તે પૂર્ણ લોડ ટ્રાન્સમિશન પર સ્વિચ કરવું જોઈએ. ગલન પ્રક્રિયા દરમિયાન, ઉચ્ચ પાવર પરિબળ સાથે વિદ્યુત ઉપકરણોને રાખવા માટે કેપેસિટરને સતત ગોઠવવું જોઈએ. ચાર્જ સંપૂર્ણપણે ઓગળી જાય પછી, પીગળેલા સ્ટીલને અમુક હદ સુધી વધુ ગરમ કરવામાં આવે છે, અને પછી ગલન જરૂરિયાતો અનુસાર ઇનપુટ પાવર ઘટાડવામાં આવે છે.
યોગ્ય ગલન સમયને નિયંત્રિત કરવો જોઈએ. જો ગલનનો સમય ખૂબ ઓછો હોય, તો તે વોલ્ટેજ અને કેપેસીટન્સની પસંદગીમાં મુશ્કેલીઓનું કારણ બનશે. જો તે ખૂબ લાંબુ છે, તો તે નકામી ગરમીના નુકશાનમાં વધારો કરશે. ભઠ્ઠી સામગ્રીમાં અયોગ્ય કાપડ અથવા અતિશય કાટ “બ્રિજિંગ” ની ઘટનાનું કારણ બનશે, જેનો સમયસર વ્યવહાર કરવો જોઈએ. “બ્રિજ” ઉપલા ભાગમાં ઓગળેલી સામગ્રીને પીગળેલા સ્ટીલમાં પડતા અટકાવે છે, યુહુઆને સ્થિર કરે છે, અને પીગળેલા સ્ટીલના તળિયે વધુ ગરમ થવાથી ભઠ્ઠીના અસ્તરને સરળતાથી નુકસાન થાય છે, અને તે પીગળેલા સ્ટીલને મોટી માત્રામાં શોષી લેવાનું કારણ પણ બને છે. ગેસનું.
ઇલેક્ટ્રોમેગ્નેટિક હલાવવાને કારણે, પીગળેલા સ્ટીલના મણકાની વચ્ચેનો ભાગ અને સ્લેગ ઘણીવાર ક્રુસિબલની ધાર તરફ વહે છે અને ભઠ્ઠીની દિવાલને વળગી રહે છે. તેથી, ગલન પ્રક્રિયા દરમિયાન ભઠ્ઠીની સ્થિતિ અનુસાર સ્લેગને સતત ઉમેરવું જોઈએ.