- 11
- Apr
Муздатуу ыкмасын жана күчтүү индукциялык жылытуу чыканагын өчүрүү процессинин параметрлерин тандоо
Муздатуу ыкмасын жана күчтүү индукциялык жылытуу чыканагын өчүрүү процессинин параметрлерин тандоо
Индукциялык жылытуу жана өчүрүү процессинин параметрлери негизинен аустениттөө температурасына жана өчүрүү муздатуу ыкмасына тиешелүү. Алардын ичинен аустениттөө температурасын тандоо, негизинен, майда бүртүкчөлөрдүн өлчөмүн, жакшы төмөн температуранын катуулугун жана жогорку түшүмдүүлүккө жана чоюлууга бекемдигине негизделген. Бул касиеттер да аныктоо үчүн жумшартуу процесси менен айкалыштырылышы керек. Ар кандай күч класстарындагы ийилген түтүктөр жогоруда айтылган аткаруу үчүн ар кандай талаптарга ээ. Анын өчүрүү процессинин параметрлерин аныктоо ыкмасын мисал катары X80 чыканагын алалы. Сыналуучу болот түтүктүн жана чыканак болоттун химиялык курамы 10-1-таблицада келтирилген.
Таблица 10-1 Сыноо үчүн болот түтүктөрдүн жана чыканактардын химиялык курамы
Үлгүнүн химиялык курамы (массалык үлүшү)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
Болот труба А 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
В 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
Чыканак труба корпусу 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0. 0001 0. 03
Ширетүү 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0. 0001 0. 02
Биринчи кезекте, төмөнкү тиешелүү сыноо мазмунун аяктоо үчүн лабораторияда салттуу электр меши жылытуу ыкмасын колдонуп, болот түтүктөрдү A жана B колдонушат.
(1) Өчүрүү температурасы менен аустениттин дан өлчөмүнүн ортосундагы байланыш Жылытуу температурасы менен дан өлчөмүнүн ортосундагы байланыш 10-2-сүрөттө көрсөтүлгөн. Сыноо шарттарында 1000°C аустениттештирүү. 500°С температурада 1 саат бою сууну өчүргөндөн кийин, дан өлчөмү төмөнкүдөй болот. Өндүрүш шарттарында, ысык чыканак суу менен муздатылган жана 500 ° C дуушар болот , 1h жылуулук сактоо кийин дан өлчөмү 13km болуп саналат. Сыноо шарттарында жана өндүрүш шарттарында алынган аустенит дан өлчөмү абдан жакын. Өндүрүүнүн ысытуу температурасынын жана акыркы дарылоодон кийин чыканактын дан өлчөмүнүн көз карашынан алганда, өчүрүү температурасынын жогорку чегин болжол менен 1000°С кылып тандоо мүмкүн болушу керек. Дан өлчөмүнүн калыңдыгы чыканактын түшүмдүүлүгүнө жана төмөнкү температурадагы катуулугуна көбүрөөк таасирин тийгизет. Кадимки шарттарда дан өлчөмү ошончолук майда болот
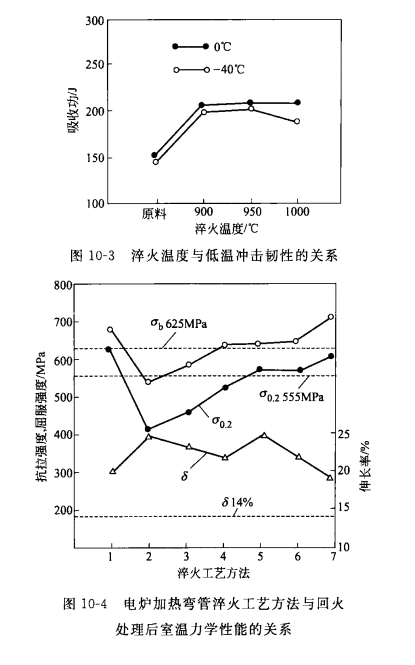
Кичинекей, чыканактын түшүмдүүлүк күчү канчалык жогору болсо, төмөн температурадагы катуулугу ошончолук жакшы болот. (2) Өчүрүү температурасы менен төмөнкү температуранын таасир этүүчү катуулугунун ортосундагы байланыш 10-3-сүрөттө 0°C жана -40°C температурасында өчүрүү температурасы менен төмөнкү температурадагы таасирлүү катуулуктун ортосундагы байланыш көрсөтүлгөн. 0°C, 900~1000°С таасир этүүчүлүгү көп деле өзгөрбөйт; 40°С температурада, өчүрүү температурасы 950°Сден жогору болгондо, соккунун катуулугу төмөндөйт. Жогорудагы жагдайдан, чыканактын өчүрүү температурасы мүмкүн болушунча 950℃ ашпоого тийиш.
Өндүрүү процесси менен механикалык касиеттердин ортосундагы байланыш Өчүрүү процессине өчүрүү температурасы, муздатуу ылдамдыгы (муздатуучу чөйрө) кирет. Болоттун бекемдигине жана узундугуна тийгизген таасири 10-4-сүрөттө көрсөтүлгөн. 10-4-сүрөттөгү жети өчүрүү процессинин мазмуну 10-2-таблицада келтирилген. 10-4-сүрөттөгү үч ийри сызык APIspec 0.2L стандартындагы X80 маркасындагы болот түтүктөрдүн δb, δ5 жана δ үчүн минималдуу талаптарын билдирет. 10-4-сүрөттөгү маалыматтардан суунун өчүрүлгөн жана чыңдалган үлгүлөрүнүн бекемдиги, анын ичинде узундугу (10-4-сүрөттү караңыз) стандарттын талаптарына жооп берерин көрүүгө болот; ал эми аба менен муздатылган жана май менен муздатылган жана чыңдалган үлгүлөр Анын күчү стандарттык талаптан төмөн. Көрүнүп тургандай, өчүрүү температурасынын көз карашынан алганда, 900-1000 ℃ суу менен муздатылган өчүрүү процесси X80 класстагы ийилүүчү болоттун жылуулук дарылоосуна ылайык келет. Таблица 10-2 Электр мешинин жылытуу чыканагын өчүрүү жана чыңдоо процесси
Жок. Өчүрүү температурасы
/r Кармап туруу убактысы /мүн Муздатуу ыкмасы Чыңдоо температурасы% Кармоо убактысы /мүн Муздатуу ыкмасы
2 1000 аба
3 1000 абаны мажбурлап муздатуу
4 1000 30 май муздатуу 500 60 аба муздатуу
5 900 суу муздатуу
6 950 суу муздатуу
7 1000 суу муздатуу
Кыскача айтканда, austenite бүртүкчөлөрүнүн өлчөмү, төмөнкү температуранын таасири катуулугу, узартуу, түшүмдүүлүк, созуу күчү жана башка касиеттери жана өчүрүү температурасы, муздатуу шарттары, тиешелүү өчүрүү температурасы 900 ~ 1000 тосмолор, брызги суу муздатуу болушу керек. өчкөндөн кийин. Азыркы учурда, өндүрүш шарттарында колдонулган индукциялык жылытуу өчүрүү температурасы 950 ~ 1050 ° C, ал эми муздатуу ыкмасы суу чачуу же муздак аба муздатуу болуп саналат.