- 11
- Apr
ການເລືອກວິທີການເຮັດຄວາມເຢັນແລະຕົວກໍານົດການຂະບວນການ quenching elbow ຄວາມຮ້ອນ induction ທີ່ເຂັ້ມແຂງ
ການເລືອກວິທີການເຮັດຄວາມເຢັນແລະຕົວກໍານົດການຂະບວນການ quenching elbow ຄວາມຮ້ອນ induction ທີ່ເຂັ້ມແຂງ
ຕົວກໍານົດການຂະບວນການຂອງການໃຫ້ຄວາມຮ້ອນ induction ແລະ quenching ສ່ວນໃຫຍ່ແມ່ນຫມາຍເຖິງອຸນຫະພູມ austenitizing ແລະວິທີການ quenching cooling. ໃນບັນດາພວກມັນ, ການເລືອກອຸນຫະພູມ austenitizing ສ່ວນໃຫຍ່ແມ່ນອີງໃສ່ການໄດ້ຮັບຂະຫນາດເມັດພືດທີ່ດີ, ຄວາມທົນທານຂອງອຸນຫະພູມຕ່ໍາທີ່ດີ, ແລະຄວາມເຂັ້ມແຂງຂອງຜົນຜະລິດທີ່ສູງຂຶ້ນແລະຄວາມເຂັ້ມແຂງ tensile. ຄຸນສົມບັດເຫຼົ່ານີ້ຍັງຕ້ອງໄດ້ຮັບການສົມທົບກັບຂະບວນການ tempering ເພື່ອກໍານົດ. ທໍ່ໂຄ້ງຂອງລະດັບຄວາມເຂັ້ມແຂງທີ່ແຕກຕ່າງກັນມີຄວາມຕ້ອງການທີ່ແຕກຕ່າງກັນສໍາລັບການປະຕິບັດທີ່ໄດ້ກ່າວມາຂ້າງເທິງ. ເອົາຂໍ້ສອກ X80 ເປັນຕົວຢ່າງເພື່ອສະແດງໃຫ້ເຫັນວິທີການກໍານົດຕົວກໍານົດການຂະບວນການ quenching ຂອງມັນ. ອົງປະກອບທາງເຄມີຂອງທໍ່ເຫຼັກທົດສອບແລະເຫຼັກກ້າສອກແມ່ນລະບຸໄວ້ໃນຕາຕະລາງ 10-1.
ຕາຕະລາງ 10-1 ອົງປະກອບທາງເຄມີຂອງທໍ່ເຫລໍກແລະສອກສໍາລັບການທົດສອບ
ອົງປະກອບທາງເຄມີຕົວຢ່າງ (ສ່ວນຂອງມະຫາຊົນ)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
ທໍ່ເຫລໍກ A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
B 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
ສອກທໍ່ຮ່າງກາຍ 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 < 0. 0001 0. 03
Weld 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 < 0. 0001 0. 02
ກ່ອນອື່ນ ໝົດ, ໃຊ້ທໍ່ເຫລໍກ A ແລະ B, ໂດຍໃຊ້ວິທີການເຮັດຄວາມຮ້ອນຂອງເຕົາໄຟຟ້າແບບດັ້ງເດີມຢູ່ໃນຫ້ອງທົດລອງເພື່ອໃຫ້ສໍາເລັດເນື້ອໃນການທົດສອບທີ່ກ່ຽວຂ້ອງຕໍ່ໄປນີ້.
(1) ຄວາມສໍາພັນລະຫວ່າງອຸນຫະພູມ quenching ແລະຂະຫນາດເມັດ austenite ຄວາມສໍາພັນລະຫວ່າງອຸນຫະພູມຄວາມຮ້ອນແລະຂະຫນາດເມັດແມ່ນສະແດງຢູ່ໃນຮູບ 10-2. ພາຍໃຕ້ເງື່ອນໄຂການທົດສອບ, austenitize ຢູ່ທີ່ 1000 ° C. ຫຼັງຈາກນ້ໍາ quenching ແລະ tempering ທີ່ 500 ° C ສໍາລັບ 1h, ຂະຫນາດເມັດຜົນໄດ້ຮັບດັ່ງຕໍ່ໄປນີ້. ພາຍໃຕ້ເງື່ອນໄຂການຜະລິດ, ສອກຮ້ອນແມ່ນເຮັດໃຫ້ຄວາມເຢັນຂອງນ້ໍາແລະໄດ້ຮັບການ 500 ° C, ຂະຫນາດເມັດພືດຫຼັງຈາກການປົກປັກຮັກສາຄວາມຮ້ອນສໍາລັບການ 1h 13 ກິໂລແມັດ. ພາຍໃຕ້ເງື່ອນໄຂການທົດສອບແລະເງື່ອນໄຂການຜະລິດ, ຂະຫນາດເມັດ austenite ທີ່ໄດ້ຮັບແມ່ນໃກ້ຊິດ. ຈາກທັດສະນະຂອງອຸນຫະພູມຄວາມຮ້ອນ quenching ແລະຂະຫນາດເມັດຂອງສອກຫຼັງຈາກການປິ່ນປົວສຸດທ້າຍ, ມັນຄວນຈະເປັນໄປໄດ້ທີ່ຈະເລືອກເອົາຂອບເຂດຈໍາກັດເທິງຂອງອຸນຫະພູມ quenching ປະມານ 1000 ° C. ຄວາມຫນາຂອງຂະຫນາດເມັດມີຜົນກະທົບຫຼາຍຕໍ່ຄວາມເຂັ້ມແຂງຂອງຜົນຜະລິດແລະຄວາມທົນທານຂອງອຸນຫະພູມຕ່ໍາຂອງສອກ. ພາຍໃຕ້ເງື່ອນໄຂປົກກະຕິ, ຂະຫນາດເມັດທີ່ລະອຽດກວ່າ
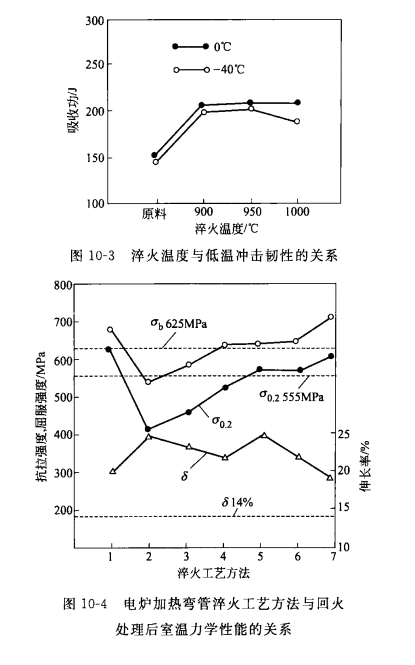
ຂະຫນາດນ້ອຍກວ່າ, ຄວາມທົນທານຂອງຂໍ້ສອກສູງຂຶ້ນ, ຄວາມທົນທານຂອງອຸນຫະພູມຕ່ໍາຈະດີກວ່າ. (2) ຄວາມສໍາພັນລະຫວ່າງອຸນຫະພູມ quenching ແລະຄວາມທົນທານຜົນກະທົບອຸນຫະພູມຕ່ໍາຮູບ 10-3 ສະແດງໃຫ້ເຫັນຄວາມສໍາພັນລະຫວ່າງອຸນຫະພູມ quenching ແລະຄວາມເຄັ່ງຄັດຜົນກະທົບອຸນຫະພູມຕ່ໍາຢູ່ທີ່ 0 ° C ແລະ -40 ° C. ຢູ່ທີ່ 0 ° C, ຄວາມທົນທານຂອງຜົນກະທົບຂອງ 900-1000 ° C ບໍ່ມີການປ່ຽນແປງຫຼາຍ; ຢູ່ທີ່ອຸນຫະພູມຂອງ 40 ° C, ເມື່ອອຸນຫະພູມ quenching ສູງກວ່າ 950 ° C, ຄວາມທົນທານຂອງຜົນກະທົບມີແນວໂນ້ມທີ່ຈະຫຼຸດລົງ. ຈາກສະຖານະການຂ້າງເທິງ, ອຸນຫະພູມ quenching ຂອງສອກບໍ່ຄວນເກີນ 950 ℃ເທົ່າທີ່ເປັນໄປໄດ້.
ການພົວພັນລະຫວ່າງຂະບວນການ quenching ແລະຄຸນສົມບັດກົນຈັກ ຂະບວນການ Quenching ປະກອບມີອຸນຫະພູມ quenching, ອັດຕາຄວາມເຢັນ (ຂະຫນາດກາງເຢັນ). ຜົນກະທົບຂອງຄວາມເຂັ້ມແຂງແລະການຍືດຕົວຂອງເຫຼັກແມ່ນສະແດງຢູ່ໃນຮູບ 10-4. ເນື້ອໃນຂອງເຈັດຂະບວນການ quenching ໃນຮູບ 10-4 ແມ່ນໄດ້ລະບຸໄວ້ໃນຕາຕະລາງ 10-2. ສາມເສັ້ນໂຄ້ງໃນຮູບ 10-4 ຕາມລໍາດັບເປັນຕົວແທນຂອງຄວາມຕ້ອງການຂັ້ນຕ່ໍາສໍາລັບ δb, δ0.2, ແລະ δ ຂອງທໍ່ເຫຼັກກ້າຊັ້ນ X80 ໃນມາດຕະຖານ APIspec 5L. ຈາກຂໍ້ມູນໃນຮູບ 10-4, ມັນສາມາດເຫັນໄດ້ວ່າຄວາມເຂັ້ມແຂງຂອງນ້ໍາ quenched ແລະ tempered ຕົວຢ່າງ, ລວມທັງການຍືດຕົວ (ເບິ່ງຮູບ 10-4), ຕອບສະຫນອງຄວາມຕ້ອງການຂອງມາດຕະຖານ; ໃນຂະນະທີ່ຕົວຢ່າງທີ່ເຮັດໃຫ້ຄວາມເຢັນອາກາດແລະນ້ໍາມັນແລະ tempered ຄວາມເຂັ້ມແຂງຂອງຕົນແມ່ນຕ່ໍາກ່ວາຄວາມຕ້ອງການມາດຕະຖານ. ມັນສາມາດເຫັນໄດ້ວ່າ, ຈາກທັດສະນະຂອງອຸນຫະພູມ quenching, ຂະບວນການ quenching ເຢັນນ້ໍາ 900-1000 ℃ແມ່ນສອດຄ່ອງກັບ X80 ເກຣດການປິ່ນປົວຄວາມຮ້ອນເຫຼັກກ້າ. ຕາຕະລາງ 10-2 ຂະບວນການປິ່ນປົວການດັບໄຟ ແລະ ການລະບາຍຄວາມຮ້ອນຂອງສອກຄວາມຮ້ອນຂອງເຕົາໄຟ
No. ອຸນຫະພູມການດັບ
/r ເວລາຖື / ນາທີ ວິທີການເຮັດຄວາມເຢັນ ອຸນຫະພູມ Tempering % ເວລາຖື / ນາທີ ວິທີການເຮັດຄວາມເຢັນ
2 1000 ອາກາດຍັງ
3 1000 ບັງຄັບໃຫ້ອາກາດເຢັນ
4 1000 30 oil cooling 500 60 ຄວາມເຢັນທາງອາກາດ
5 900 ນ້ຳເຢັນ
6 950 ນ້ຳເຢັນ
7 1000 ນ້ຳເຢັນ
ສະຫຼຸບແລ້ວ, ຈາກການພົວພັນລະຫວ່າງຂະຫນາດເມັດ austenite, ຄວາມທົນທານຕໍ່ອຸນຫະພູມຕ່ໍາ, ການຍືດຕົວ, ຄວາມເຂັ້ມແຂງຂອງຜົນຜະລິດ, ຄວາມທົນທານຂອງ tensile ແລະຄຸນສົມບັດອື່ນໆແລະອຸນຫະພູມ quenching, ສະພາບຄວາມເຢັນ, ອຸນຫະພູມ quenching ທີ່ເຫມາະສົມຄວນຈະເປັນ 900 ~ 1000 ຮົ້ວ, ສີດນ້ໍາເຢັນ. ຫຼັງຈາກ quenching. ໃນປັດຈຸບັນ, ອຸນຫະພູມ induction quenching ຄວາມຮ້ອນທີ່ໃຊ້ພາຍໃຕ້ເງື່ອນໄຂການຜະລິດແມ່ນ 950 ~ 1050 ° C, ແລະວິທີການເຮັດຄວາມເຢັນແມ່ນການສີດນ້ໍາຫຼືລະບາຍອາກາດເຢັນ.