- 11
- Apr
Избор методе хлађења и параметара процеса гашења колена јаког индукционог грејања
Избор методе хлађења и параметара процеса гашења колена јаког индукционог грејања
Параметри процеса индукционог загревања и гашења се углавном односе на температуру аустенитизације и метод хлађења каљења. Међу њима, избор температуре аустенитизације се углавном заснива на добијању фине величине зрна, добре жилавости на ниским температурама, и веће чврстоће течења и затезне чврстоће. Ова својства такође треба комбиновати са процесом каљења да би се утврдила. Цеви за савијање различитих степена чврстоће имају различите захтеве за горе наведене перформансе. Узмите кољено Кс80 као пример да бисте илустровали метод одређивања његових параметара процеса гашења. Хемијски састав испитне челичне цеви и челика за колена је наведен у табели 10-1.
Табела 10-1 Хемијски састав челичних цеви и колена за испитивање
Хемијски састав узорка (масени удео)/%
Ц Си Мн ПС Цр Мо Ни Нб В Ти Цу Б Ал
Челична цев А 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
Б 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
Тело колена цеви 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0. 0001 0. 03
Завар 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0. 0001 0. 02
Пре свега, користите челичне цеви А и Б, користећи традиционалну методу загревања у електричној пећи у лабораторији, да бисте довршили следеће релевантне тестове.
(1) Однос између температуре гашења и величине зрна аустенита Однос између температуре загревања и величине зрна приказан је на слици 10-2. У условима испитивања, аустенитизирати на 1000°Ц. После гашења у води и темперирања на 500°Ц током 1 сата, резултујућа величина зрна је следећа. У производним условима, вруће колено се хлади водом и подвргава температури од 500°Ц. Величина зрна након очувања топлоте током 1х је 13км. У условима испитивања и условима производње, добијена величина зрна аустенита је веома блиска. Из перспективе температуре загревања гашења и величине зрна колена након завршне обраде, требало би да буде изводљиво одабрати горњу границу температуре гашења на око 1000°Ц. Дебљина величине зрна има већи утицај на границу течења и нискотемпературну жилавост колена. У нормалним условима, величина зрна је финија
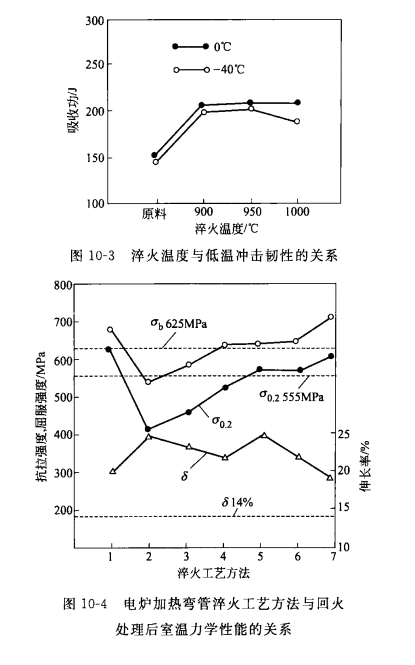
Мање, што је већа граница попуштања колена, то је боља жилавост на ниским температурама. (2) Однос између температуре гашења и ударне жилавости при ниским температурама Слика 10-3 приказује однос између температуре гашења и ударне жилавости при ниским температурама на 0°Ц и -40°Ц. На 0°Ц, ударна жилавост од 900~1000°Ц се не мења много; на температури од 40°Ц, када је температура гашења виша од 950°Ц, ударна жилавост има тенденцију смањења. Из горње ситуације, температура гашења лакта не би требало да пређе 950℃ колико је то могуће.
Однос процеса гашења и механичких својстава Процес гашења укључује температуру гашења, брзину хлађења (медиј за хлађење). Утицај на чврстоћу и издужење челика приказан је на слици 10-4. Садржај седам процеса гашења на слици 10-4 је наведен у табели 10-2. Три криве на слици 10-4 респективно представљају минималне захтеве за δб, δ0.2 и δ челичних цеви типа Кс80 у стандарду АПИспец 5Л. Из података на слици 10-4, може се видети да чврстоћа узорака каљених и темперираних водом, укључујући издужење (видети слику 10-4), испуњава захтеве стандарда; док су ваздушно хлађени и уљно хлађени и темперирани узорци Његова чврстоћа је нижа од стандардног захтева. Може се видети да је, из перспективе температуре гашења, процес гашења на 900-1000℃ водом хлађен у складу са топлотном обрадом челика за савијање Кс80. Табела 10-2 Процес обраде каљења и каљења колена за грејање електричне пећи
бр. Температура гашења
/р Време држања /мин Метод хлађења Температура каљења% Време држања /мин Метод хлађења
2 1000 мирни ваздух
3 1000 принудно ваздушно хлађење
4 1000 30 хлађење уља 500 60 ваздушно хлађење
5 900 водено хлађење
6 950 водено хлађење
7 1000 водено хлађење
Укратко, из односа између величине зрна аустенита, ударне жилавости при ниској температури, издужења, чврстоће течења, затезне чврстоће и других својстава и температуре гашења, услова хлађења, одговарајућа температура гашења треба да буде 900 ~ 1000 ограда, хлађење водом за прскање после гашења. Тренутно, температура гашења индукционог загревања која се користи у условима производње је 950~1050°Ц, а метода хлађења је распршивање водом или хлађење хладним ваздухом.