- 15
- Sep
Deurlopende giettrommel gesmelte staal induksie verwarming toerusting
Deurlopende giettrommel gesmelte staal toerusting vir verwarming van induksie
1 Oorsig
Tundish gesmelte staal induksie verwarming toerusting tegnologie word ontwikkel met die vordering van deurlopende giet tegnologie, die verbetering van staal kwaliteit vereistes, die behoefte aan energiebesparing en verbruik vermindering, en die ooreenstemming van eksterne raffinering en deurlopende giet prosesse. Verskillende staalgrade het verskillende vereistes vir die AT van gesmelte staal-oorverhitting. Vir dik plate, om interne krake en los middelpunt te verminder, moet die AT laag wees (5 ~ 200T); vir koudgewalste dunplate moet die oppervlak goeie gehalte hê. Hoër (15~300℃). Die oorverhitting van gesmelte staal moet egter binne ‘n sekere reeks gestabiliseer word om skommelinge te minimaliseer. Dit is ‘n noodsaaklike voorwaarde om die gladde vordering van deurlopende gietproduksie te verseker, spuitpuntblokkering te voorkom of lekkende ongelukke te voorkom, en die kwaliteit van gegote blaaie te verseker. Die verbetering van die verhittingsfunksie van die opvangbak maak dit moontlik om die oorverhitting van gesmelte staal stabiel te beheer. Die temperatuur van die gesmelte staal van verskillende skeplepels fluktueer, wat ‘n nadelige uitwerking op die deurlopende gietproses het, en die verhitting van die gieter kan tot ‘n mate daarvoor kompenseer. Daar moet egter daarop gewys word dat die handhawing van ‘n stabiele gesmelte staal-oorverhitting hoofsaaklik afhang van die behoorlike taptemperatuur en die verstellingstruktuur na aftap, en die trommelverhitting kan slegs ‘n aanvullende rol speel. Nietemin, die verhitting en beheer van gesmelte staal in die opvangbak geniet steeds aandag van die metallurgiese gemeenskap. Sommige lande wat deur Japan, die Verenigde State, die Verenigde Koninkryk en Frankryk verteenwoordig word, het vanaf die 1970’s tot die 1980’s agtereenvolgens navorsing oor gesmelte staalverhittingstegnologie gedoen. Japan se Kawasaki Maatskappy ontwikkel en verkry eers ‘n Japannese patent so vroeg as 1982. Tans is die gesmelte staalverhittingstegnologie wat suksesvol ontwikkel is of onder ontwikkeling is, gewoonlik die fisiese verhittingsmetode aan. In die fisiese verhittingsmetode word elektriese energie as die hittebron gebruik en volgens die elektriese energie omgeskakel. Verskillende meganismes kan verdeel word in: elektromagnetiese induksie verwarming toerusting, plasma verwarming, elektroslag verwarming en DC keramiek verwarming tegnologie.
Tundish induksie verwarming toerusting het die volgende eienskappe:
(1) Vinnige verhittingspoed en hoë elektriese verhittingsdoeltreffendheid;
(2) Sommige tipes het ook ‘n sekere elektromagnetiese roer-effek, wat bevorderlik is vir die verwydering van insluitings;
(3) Die prosestemperatuur is maklik om te beheer, en die belangrikste ding is om die oorverhitting van die gesmelte staal meer akkuraat te beheer;
(4) Die verhittingskrag word beperk deur die diepte van die opvangbakvloeistofvlak. Eers wanneer die gesmelte staal in die opvangbak tot ‘n sekere diepte ophoop, kan die verhitting glad verloop.
Daar is verskeie soorte induksie-verhittingstoerusting vir inspuitings:
(1) Volgens die tipe induktor kan dit verdeel word in kernlose induksieverhittingstoerusting en kerninduksieverhittingstoerusting;
(2) Volgens die struktuur van die induktor, kan dit verdeel word in verhoogde fouttipe en tonneltipe (groef, gesmelte sloot) induksieverhittingstoerusting;
(3) Volgens die verwarmingsdeel kan dit verdeel word in plaaslike verwarming en algehele verwarming.
2 Deurlopende giettrommel gesmelte staal elektromagnetiese induksie verwarming toerusting toestel
2. 1 Tundish elektromagnetiese induksie verwarming toerusting wat ooreenstem met horisontale deurlopende gietmasjien
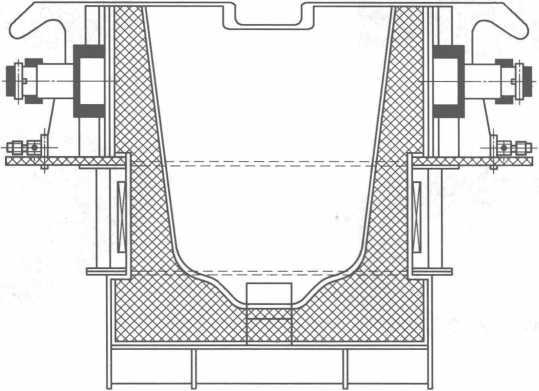
Die elektromagnetiese induksieverhittingstoerusting van die stortbak wat by die horisontale deurlopende gietmasjien pas, word in Figuur 10-7 getoon.
Die produksieproses van ‘n vlekvrye staalaanleg word nou verduidelik.

Figuur 10-7 Toerusting vir elektromagnetiese induksie-verhittingstoerusting vir ‘n horisontale deurlopende gietmasjien
 Nadat alle soorte vlekvrye staal saamgevoeg is, word dit in drie 5t induksie oonde gelaai vanaf die voertenk met hyskrane. Nadat die afvalstaal tot die vereiste temperatuur (ongeveer 1650°C) gesmelt is, word die gesmelte staal in die induksie-oond in die skeppel gegooi, en dan gebruik. Die vragmotor gooi die gesmelte staal in die 8t AOD-oond, waar dit ontkoling ondergaan, slak, defosforisering en swawelverwydering, en aanpassing van die legeringssamestelling (hoofsaaklik Cr, Ni), en dan die gesmelte staal (die samestelling en temperatuur voldoen aan die vereistes) Plaas die gesmelte staal in die skeplepel in die skeppel en gebruik die hyskraan om te giet die gesmelte staal in die skeplepel in die skeppel van die 8t elektromagnetiese induksie verwarming toerusting. Die vloeistof van vlekvrye staal wat deur hittebewaring verhit word, word getrek en in ‘n ronde staaf gegiet deur ‘n horisontale deurlopende gietmasjien en uiteindelik in die verkoelingsbed gedruk deur te vorm en te skeer. .
Nadat alle soorte vlekvrye staal saamgevoeg is, word dit in drie 5t induksie oonde gelaai vanaf die voertenk met hyskrane. Nadat die afvalstaal tot die vereiste temperatuur (ongeveer 1650°C) gesmelt is, word die gesmelte staal in die induksie-oond in die skeppel gegooi, en dan gebruik. Die vragmotor gooi die gesmelte staal in die 8t AOD-oond, waar dit ontkoling ondergaan, slak, defosforisering en swawelverwydering, en aanpassing van die legeringssamestelling (hoofsaaklik Cr, Ni), en dan die gesmelte staal (die samestelling en temperatuur voldoen aan die vereistes) Plaas die gesmelte staal in die skeplepel in die skeppel en gebruik die hyskraan om te giet die gesmelte staal in die skeplepel in die skeppel van die 8t elektromagnetiese induksie verwarming toerusting. Die vloeistof van vlekvrye staal wat deur hittebewaring verhit word, word getrek en in ‘n ronde staaf gegiet deur ‘n horisontale deurlopende gietmasjien en uiteindelik in die verkoelingsbed gedruk deur te vorm en te skeer. .
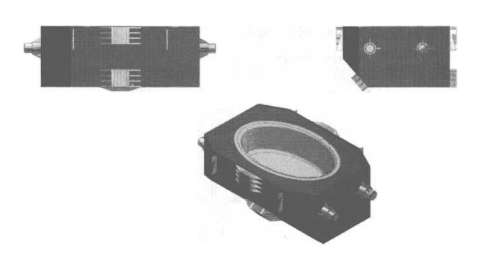
Die fisiese voorwerp van die 8t elektromagnetiese induksieverhittingstoerusting-lepel word in Figuur 10-8 getoon.
8t en 14t induksieverhittingstoerusting vir elektromagnetiese induksie-verhittingstoerusting, kan die temperatuur van die gesmelte staal streng en akkuraat beheer (die foutreeks is slegs ±5~6℃), en sodoende die kwaliteit van die knuppel verseker. Daarbenewens kan die temperatuuraanpassingstyd van die opvangbak ook gepas verleng word, wat die goeie effek van induksieverhittingstoerusting toon.
2. 2 Tundish toestel van induksie verwarming toerusting van boog deurlopende giet masjien
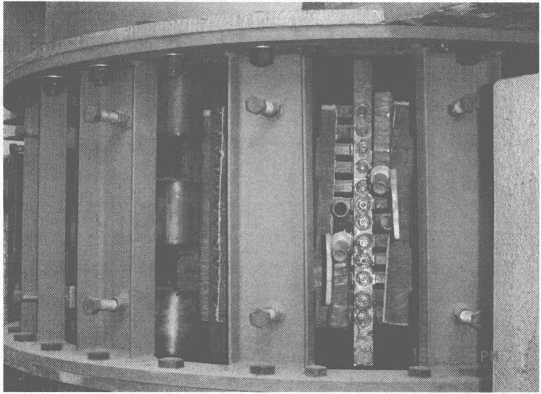
Die opvangbak toestel van die induksie verwarming toerusting van die boog deurlopende gietmasjien word in Figuur 10-9 getoon.
Nadat die deurlopende gieter van die boogblok die elektromagnetiese induksie-verhittingstoerusting-trommel aangeneem het, kan die taptemperatuur verlaag word (dit kan byvoorbeeld
Figuur 10-9 Tundish toestel van induksie verwarming toerusting van boog deurlopende giet masjien
Van 1700°C tot 1650°C help dit nie net om die lewensduur van staalvervaardigingsoondvoering (omskakelaar, elektriese boogoond of induksie-oond) te verbeter nie, maar stabiliseer ook die temperatuur van gesmelte staal in deurlopende giet en waarborg die kwaliteit van deurlopende giet gietstukke.
Gebaseer op die bogenoemde inleiding, kan dit oorweeg word dat die deurlopende gietbak magnetiese induksie verwarming toerusting ‘n nuwe energiebesparende en omgewingsvriendelike tegnologie is. Die aanvaarding van hierdie toestel is ‘n relatief ideale tegnologiese transformasieprojek vir metallurgiese ondernemings, en dit is waardig om te bevorder en te gebruik.
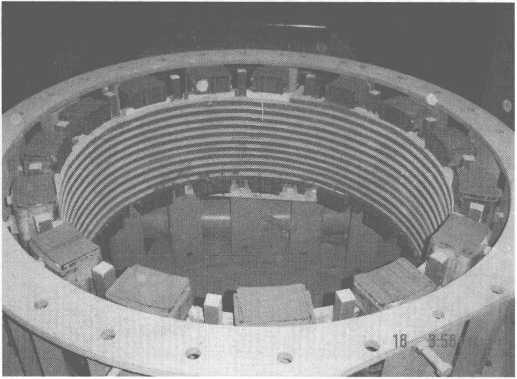
Figuur 10-10 toon die 16t-tussenbak elektromagnetiese induksieverhittingstoerusting.
Figuur 10-10 16t-trommel-elektromagnetiese induksieverhittingstoerusting
Figuur 10-11 is ‘n skematiese diagram van die opvangbak van 14t induksieverhittingstoerusting.
Figuur 10-11 Skematiese diagram van die opvangbak van 14t induksieverhittingstoerusting