- 15
- Sep
Kontinuerlig støbning af smeltet stål induktionsvarmeudstyr
Kontinuerlig støbning af smeltet stål udstyr til induktionsvarme
1 Oversigt
Tundish smeltet stål induktionsvarmeudstyrsteknologi er udviklet med fremskridt inden for kontinuerlig støbeteknologi, forbedring af stålkvalitetskrav, behovet for energibesparelse og forbrugsreduktion og matchning af ekstern raffinering og kontinuerlige støbeprocesser. Forskellige stålkvaliteter har forskellige krav til AT for overhedning af smeltet stål. For tykke plader skal AT være lav (5~200T) for at reducere interne revner og løs midte; ved koldvalsede tyndplader kræves, at overfladen har god kvalitet. Højere (15~300 ℃). Den smeltede ståloverhedning skal dog stabiliseres inden for et vist område for at minimere udsving. Dette er en nødvendig betingelse for at sikre en gnidningsløs udvikling af kontinuerlig støbeproduktion, forhindre dyseblokering eller forhindre lækageulykker og sikre kvaliteten af støbte plader. Forbedringen af opvarmningsfunktionen af tragten gør det muligt at kontrollere overophedningen af smeltet stål stabilt. Temperaturen på det smeltede stål i forskellige øseske svinger, hvilket har en negativ effekt på den kontinuerlige støbeproces, og opvarmningen af tragten kan til en vis grad kompensere for det. Det skal dog påpeges, at opretholdelse af en stabil overhedning af smeltet stål hovedsageligt afhænger af den korrekte anboringstemperatur og tilpasningsstrukturen efter anboring, og opvarmningen af tragten kan kun spille en supplerende rolle. Ikke desto mindre får opvarmning og kontrol af smeltet stål i smeltebeholderen stadig opmærksomhed fra det metallurgiske samfund. Nogle lande repræsenteret af Japan, USA, Det Forenede Kongerige og Frankrig har successivt udført forskning i smeltet stålvarmeteknologi fra 1970’erne til 1980’erne. Japans Kawasaki Company udviklede og opnåede først et japansk patent så tidligt som i 1982. På nuværende tidspunkt anvender den smeltede stålopvarmningsteknologi med succes udviklet eller under udvikling normalt den fysiske opvarmningsmetode. I den fysiske opvarmningsmetode bruges elektrisk energi som varmekilde og omdannes i henhold til den elektriske energi. Forskellige mekanismer kan opdeles i: elektromagnetisk induktionsopvarmningsudstyr, plasmaopvarmning, elektroslaggopvarmning og DC keramisk varmeteknologi.
Tundish induktionsvarmeudstyr har følgende egenskaber:
(1) Hurtig opvarmningshastighed og høj elektrisk opvarmningseffektivitet;
(2) Nogle typer har også en vis elektromagnetisk omrøringseffekt, som er befordrende for fjernelse af indeslutninger;
(3) Procestemperaturen er let at kontrollere, og det vigtigste er at kontrollere overhedningen af det smeltede stål mere nøjagtigt;
(4) Varmeeffekten er begrænset af dybden af tragtens væskeniveau. Først når det smeltede stål i tragten samler sig til en vis dybde, kan opvarmningen forløbe jævnt.
Der er flere typer af induktionsopvarmningsudstyr til tragten:
(1) I henhold til typen af induktor kan den opdeles i kerneløst induktionsvarmeudstyr og kerneløst induktionsvarmeudstyr;
(2) Ifølge induktorens struktur kan den opdeles i øget fejltype og tunneltype (rille, smeltet rende) induktionsopvarmningsudstyr;
(3) Ifølge varmedelen kan den opdeles i lokal opvarmning og samlet opvarmning.
2 Kontinuerlig støbning tundish smeltet stål elektromagnetisk induktion opvarmning udstyr enhed
2. 1 Tundish elektromagnetisk induktionsopvarmningsudstyr matchet med horisontal kontinuerlig støbemaskine
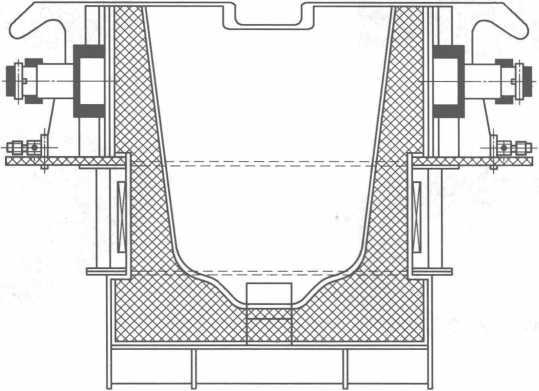
Det elektromagnetiske induktionsopvarmningsudstyr i tragten, der er matchet med den horisontale kontinuerlige støbemaskine, er vist i figur 10-7.
Produktionsprocessen for et rustfrit stålværk er nu forklaret.

Figur 10-7 Tundish elektromagnetisk induktionsvarmeudstyr matchet med horisontal kontinuerlig støbemaskine
 Efter at alle former for rustfrit stål er batchet, fyldes de i tre 5t induktionsovne fra fødetanken med kraner. Efter at stålskrotet er smeltet til den nødvendige temperatur (ca. 1650°C), hældes det smeltede stål i induktionsovnen i øsen og bruges derefter. Lastbilen hælder det smeltede stål i 8t AOD-ovnen, hvor det gennemgår afkulning, slaggedannelse, affosforisering og svovlfjernelse, og justering af legeringssammensætningen (hovedsageligt Cr, Ni), og derefter det smeltede stål (sammensætningen og temperaturen opfylder kravene) Sæt det smeltede stål i støbeskeen i øsen og brug kranen til at hælde det smeltede stål i støbeskeen ind i støbeskeen på 8t elektromagnetisk induktionsvarmeudstyr. Den rustfri stålvæske, der opvarmes ved varmekonservering, trækkes og støbes til en rund stang af en vandret kontinuerlig støbemaskine og skubbes til sidst ind i kølelejet ved formning og klipning. .
Efter at alle former for rustfrit stål er batchet, fyldes de i tre 5t induktionsovne fra fødetanken med kraner. Efter at stålskrotet er smeltet til den nødvendige temperatur (ca. 1650°C), hældes det smeltede stål i induktionsovnen i øsen og bruges derefter. Lastbilen hælder det smeltede stål i 8t AOD-ovnen, hvor det gennemgår afkulning, slaggedannelse, affosforisering og svovlfjernelse, og justering af legeringssammensætningen (hovedsageligt Cr, Ni), og derefter det smeltede stål (sammensætningen og temperaturen opfylder kravene) Sæt det smeltede stål i støbeskeen i øsen og brug kranen til at hælde det smeltede stål i støbeskeen ind i støbeskeen på 8t elektromagnetisk induktionsvarmeudstyr. Den rustfri stålvæske, der opvarmes ved varmekonservering, trækkes og støbes til en rund stang af en vandret kontinuerlig støbemaskine og skubbes til sidst ind i kølelejet ved formning og klipning. .
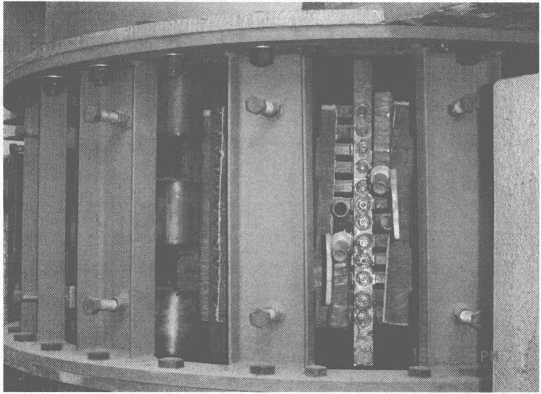
Den fysiske genstand for 8t elektromagnetisk induktionsopvarmningsudstyrsskive er vist i figur 10-8.
8t og 14t tundish elektromagnetisk induktionsopvarmningsudstyr, tundish induktionsopvarmningsudstyret kan strengt og nøjagtigt kontrollere temperaturen på det smeltede stål (fejlområdet er kun ±5 ~ 6 ℃), og dermed sikre kvaliteten af billetten. Derudover kan temperaturjusteringstiden for tragten også forlænges passende, hvilket viser den gode effekt af induktionsvarmeudstyr.
2. 2 Tundish enhed af induktionsopvarmning udstyr af bue kontinuerlig støbning maskine
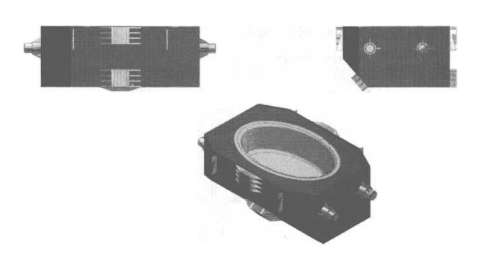
Beholderanordningen til induktionsopvarmningsudstyret til lysbuekontinuerlig støbemaskinen er vist i figur 10-9.
Efter at buestykket kontinuerligt støbejern har vedtaget tragten til elektromagnetisk induktionsvarmeudstyr, kan tappetemperaturen sænkes (det kan f.eks.
Figur 10-9 Tundish-anordning til induktionsopvarmningsudstyr til lysbue-kontinuerlig støbemaskine
Fra 1700°C til 1650°C) hjælper dette ikke kun med at forbedre levetiden for stålfremstillingsovnsbeklædning (konverter, lysbueovn eller induktionsovn), men stabiliserer også temperaturen af smeltet stål i kontinuerlig støbning og garanterer kvaliteten af kontinuerlig støbning. støbning af emner.
Baseret på ovenstående introduktion kan det anses for, at det kontinuerlige støbningsbeholder magnetiske induktionsvarmeudstyr er en ny energibesparende og miljøvenlig teknologi. Vedtagelsen af denne enhed er et relativt ideelt teknologisk transformationsprojekt for metallurgiske virksomheder, og det er værd at fremme og bruge.
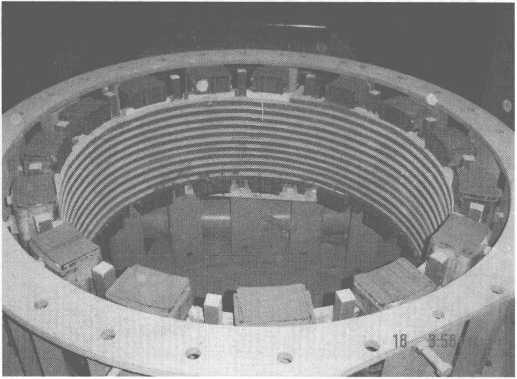
Figur 10-10 viser 16t tragtens elektromagnetiske induktionsvarmeudstyr.
Figur 10-10 16t tragten elektromagnetisk induktionsvarmeudstyr
Figur 10-11 er et skematisk diagram af tragten til 14t induktionsvarmeudstyr.
Figur 10-11 Skematisk diagram af tragten til 14t induktionsvarmeudstyr