- 15
- Sep
Davamlı tökmə tundish ərinmiş polad induksiya istilik avadanlığı
Davamlı tökmə tundiş ərinmiş polad induksiya istilik avadanlığı
1 Baxış
Tundish ərinmiş polad induksiya istilik avadanlığı texnologiyası davamlı tökmə texnologiyasının inkişafı, poladın keyfiyyət tələblərinin yaxşılaşdırılması, enerjiyə qənaət və istehlakın azaldılması ehtiyacı və xarici təmizlənmə və davamlı tökmə proseslərinin uyğunlaşdırılması ilə hazırlanmışdır. Fərqli polad markalarının ərimiş polad superheat AT-yə fərqli tələbləri var. Qalın plitələr üçün daxili çatları və boş mərkəzi azaltmaq üçün AT aşağı olmalıdır (5~200T); soyuq haddelenmiş nazik lövhələr üçün səthin keyfiyyətli olması tələb olunur. Daha yüksək (15~300 ℃). Bununla belə, dalğalanmaları minimuma endirmək üçün ərinmiş polad həddindən artıq istiliyi müəyyən bir diapazonda sabitləşdirilməlidir. Bu, fasiləsiz tökmə istehsalının rəvan tərəqqisini təmin etmək, burun tıxanmasının qarşısını almaq və ya sızma qəzalarının qarşısını almaq və tökmə plitələrin keyfiyyətini təmin etmək üçün zəruri şərtdir. Tündişin isitmə funksiyasının gücləndirilməsi ərimiş poladın həddindən artıq istiləşməsini sabit şəkildə idarə etməyə imkan verir. Müxtəlif çömçənin ərimiş poladının temperaturu dəyişir, bu da davamlı tökmə prosesinə mənfi təsir göstərir və tundin qızması onu müəyyən dərəcədə kompensasiya edə bilər. Bununla belə, qeyd etmək lazımdır ki, ərinmiş poladdan həddindən artıq istiliyin sabit saxlanılması, əsasən, düzgün vurma temperaturundan və vurduqdan sonra tənzimləmə strukturundan asılıdır və tundişin istiləşməsi yalnız əlavə rol oynaya bilər. Buna baxmayaraq, tundishdə ərimiş poladın qızdırılması və idarə edilməsi hələ də metallurgiya ictimaiyyətinin diqqətini çəkir. Yaponiya, ABŞ, Böyük Britaniya və Fransa tərəfindən təmsil olunan bəzi ölkələr 1970-ci illərdən 1980-ci illərə qədər tundiş əridilmiş polad istilik texnologiyası üzərində ardıcıl tədqiqatlar aparmışlar. Yaponiyanın Kawasaki şirkəti ilk dəfə olaraq 1982-ci ildə Yapon patentini işləyib hazırladı və əldə etdi. Hal-hazırda, uğurla inkişaf etdirilən və ya inkişaf etdirilməkdə olan tundiş ərinmiş polad istilik texnologiyası adətən fiziki isitmə metodunu qəbul edir. Fiziki isitmə metodunda elektrik enerjisi istilik mənbəyi kimi istifadə olunur və elektrik enerjisinə uyğun olaraq çevrilir. Müxtəlif mexanizmləri bölmək olar: elektromaqnit induksiya istilik avadanlığı, plazma istilik, elektroşlak istilik və DC keramika istilik texnologiyası.
Tundish induksiya istilik avadanlığı aşağıdakı xüsusiyyətlərə malikdir:
(1) Sürətli istilik sürəti və yüksək elektrik istilik səmərəliliyi;
(2) Bəzi növlər də daxilolmaların aradan qaldırılması üçün əlverişli olan müəyyən elektromaqnit qarışdırma effektinə malikdir;
(3) Prosesin temperaturunu idarə etmək asandır və ən əsası ərimiş poladın qızdırmasını daha dəqiq idarə etməkdir;
(4) İstilik gücü tundiş maye səviyyəsinin dərinliyi ilə məhdudlaşır. Yalnız tundişdə ərimiş polad müəyyən bir dərinliyə yığıldıqda, isitmə rəvan davam edə bilər.
Bir neçə növ tundiş induksiya istilik avadanlığı var:
(1) İndüktörün növünə görə, nüvəsiz induksiya istilik avadanlığına və nüvəli induksiya istilik avadanlığına bölünə bilər;
(2) İnduktorun strukturuna görə, o, artan nasazlıq növünə və tunel tipinə (yiv, ərimiş xəndək) induksiya istilik avadanlığına bölünə bilər;
(3) İstilik hissəsinə görə, yerli isitmə və ümumi istiliyə bölünə bilər.
2 Davamlı tökmə tundiş ərimiş polad elektromaqnit induksiya istilik avadanlığı cihazı
2. Horizontal davamlı tökmə maşını ilə uyğunlaşdırılmış 1 Tundish elektromaqnit induksiya qızdırıcısı
Horizontal davamlı tökmə maşını ilə uyğunlaşdırılmış tundiş elektromaqnit induksiya qızdırıcısı Şəkil 10-7-də göstərilmişdir.
Paslanmayan polad zavodunun istehsal prosesi indi izah olunur.

Şəkil 10-7 Üfüqi davamlı tökmə maşını ilə uyğunlaşdırılmış Tundish elektromaqnit induksiya istilik avadanlığı
 Bütün növ paslanmayan polad yığıldıqdan sonra kranlarla qidalanma çənindən üç 5 tonluq induksiya sobasına yüklənir. Qırıntı polad tələb olunan temperatura (təxminən 1650°C) əridildikdən sonra induksiya sobasındakı ərimiş polad çömçəyə tökülür və sonra istifadə olunur. şlaklama, fosforsuzlaşdırma və kükürdün çıxarılması və ərinti tərkibinin (əsasən Cr, Ni), sonra ərinmiş poladın tənzimlənməsi (tərkibi və temperatur tələblərə cavab verir) Çörəkdəki ərimiş poladı çömçəyə qoyun və kranla tökmək üçün istifadə edin. çömçədəki ərimiş poladı 8t elektromaqnit induksiya qızdırıcısının çömçəsinə. İstilik qorunması ilə qızdırılan paslanmayan poladdan hazırlanmış maye çəkilir və üfüqi davamlı tökmə maşını ilə yuvarlaq bir çubuğa tökülür və nəhayət formalaşdırma və kəsmə yolu ilə soyuducu yatağa itələnir. .
Bütün növ paslanmayan polad yığıldıqdan sonra kranlarla qidalanma çənindən üç 5 tonluq induksiya sobasına yüklənir. Qırıntı polad tələb olunan temperatura (təxminən 1650°C) əridildikdən sonra induksiya sobasındakı ərimiş polad çömçəyə tökülür və sonra istifadə olunur. şlaklama, fosforsuzlaşdırma və kükürdün çıxarılması və ərinti tərkibinin (əsasən Cr, Ni), sonra ərinmiş poladın tənzimlənməsi (tərkibi və temperatur tələblərə cavab verir) Çörəkdəki ərimiş poladı çömçəyə qoyun və kranla tökmək üçün istifadə edin. çömçədəki ərimiş poladı 8t elektromaqnit induksiya qızdırıcısının çömçəsinə. İstilik qorunması ilə qızdırılan paslanmayan poladdan hazırlanmış maye çəkilir və üfüqi davamlı tökmə maşını ilə yuvarlaq bir çubuğa tökülür və nəhayət formalaşdırma və kəsmə yolu ilə soyuducu yatağa itələnir. .
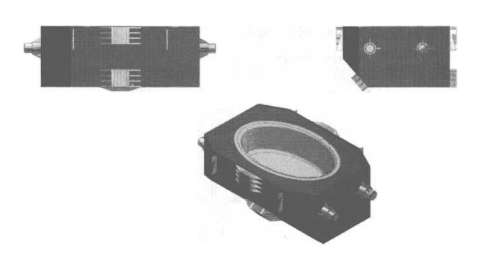
8t elektromaqnit induksiya isitmə avadanlığının çömçəsinin fiziki obyekti Şəkil 10-8-də göstərilmişdir.
8t və 14t tundish elektromaqnit induksiya istilik avadanlığı, tundish induksiya istilik avadanlığı ərinmiş poladın temperaturunu ciddi və dəqiq şəkildə idarə edə bilər (səhv diapazonu yalnız ±5 ~ 6 ℃-dir), beləliklə, iş parçasının keyfiyyətini təmin edir. Bundan əlavə, induksiya istilik avadanlığının yaxşı təsirini göstərən tundişin temperaturun tənzimlənməsi müddəti də müvafiq şəkildə uzadıla bilər.
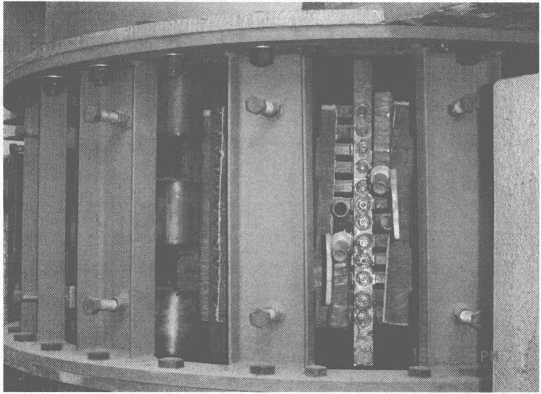
2. Qövs fasiləsiz tökmə maşınının induksiya qızdırıcı avadanlığının 2 tundiş cihazı
Qövslü davamlı tökmə maşınının induksiya qızdırıcı avadanlığının tundiş cihazı Şəkil 10-9-da göstərilmişdir.
Qövs çubuqunun davamlı təkəri elektromaqnit induksiya istilik avadanlığını qəbul etdikdən sonra vurma temperaturu aşağı salına bilər (məsələn, ola bilər
Şəkil 10-9 Qövs fasiləsiz tökmə maşınının induksiya qızdırıcı avadanlığının tundiş cihazı
1700°C-dən 1650°C-ə qədər) bu, nəinki poladqayırma sobasının astarının (konvertor, elektrik qövs sobası və ya induksiya sobası) xidmət müddətini yaxşılaşdırmağa kömək edir, həm də davamlı tökmədə ərimiş poladın temperaturunu sabitləşdirir və fasiləsiz işlənmə keyfiyyətinə zəmanət verir. tökmə çubuqlar.
Yuxarıdakı müqəddiməyə əsasən hesab etmək olar ki, fasiləsiz tökmə tundişli maqnit induksiya istilik avadanlığı enerjiyə qənaət edən və ekoloji cəhətdən təmiz texnologiyadır. Bu cihazın qəbulu metallurgiya müəssisələri üçün nisbətən ideal texnoloji transformasiya layihəsidir və o, təşviq və istifadəyə layiqdir.
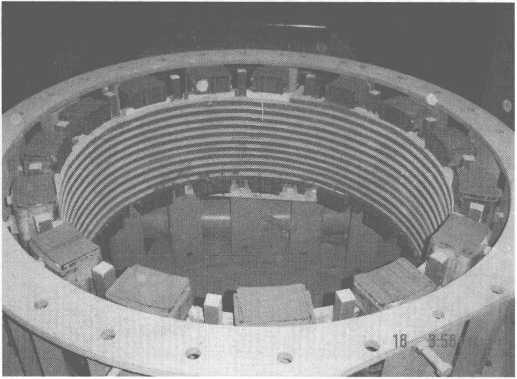
Şəkil 10-10-da 16t tundiş elektromaqnit induksiya istilik avadanlığı göstərilir.
Şəkil 10-10 16t tundish elektromaqnit induksiya istilik avadanlığı
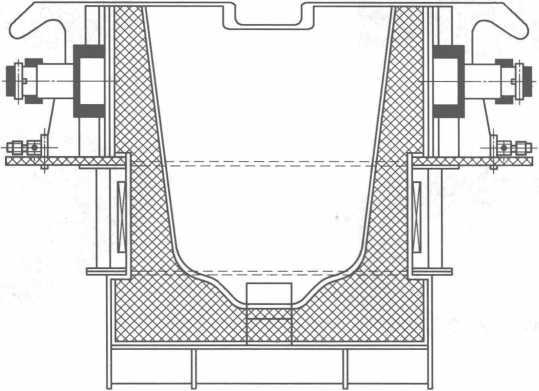
Şəkil 10-11, 14t induksiya istilik avadanlığının tundişinin sxematik diaqramıdır.
Şəkil 10-11 14t induksiyalı istilik avadanlığının tundikasının sxematik diaqramı