- 15
- Sep
Үзгүлтүксүз куюу тундиш эриген болот индукциялык жылытуу жабдуулары
Continuous casting tundish molten steel дарстарында жана жылытуу жабдууларынан
1 Обзор
Tundish molten steel induction heating equipment technology is developed with the progress of continuous casting technology, the improvement of steel quality requirements, the need for energy saving and consumption reduction, and the matching of external refining and continuous casting processes. Different steel grades have different requirements on the AT of molten steel superheat. For thick plates, in order to reduce internal cracks and loose center, the AT should be low (5~200T); for cold-rolled thin plates, the surface is required to have good quality. Higher (15~300℃). However, the molten steel superheat must be stabilized within a certain range to minimize fluctuations. This is a necessary condition to ensure the smooth progress of continuous casting production, prevent nozzle blockage or prevent leaking accidents, and ensure the quality of cast slabs. The enhancement of the heating function of the tundish makes it possible to control the superheat of molten steel stably. The temperature of the molten steel of different ladle fluctuates, which has an adverse effect on the continuous casting process, and the heating of the tundish can compensate for it to some extent. However, it must be pointed out that maintaining a stable molten steel superheat mainly depends on the proper tapping temperature and the adjustment structure after tapping, and the tundish heating can only play a supplementary role. Nevertheless, the heating and control of molten steel in the tundish is still receiving attention from the metallurgical community. Some countries represented by Japan, the United States, the United Kingdom, and France have successively carried out research on tundish molten steel heating technology from the 1970s to the 1980s. Japan’s Kawasaki Company first developed and obtained a Japanese patent as early as 1982. At present, the tundish molten steel heating technology successfully developed or under development usually adopts the physical heating method. In the physical heating method, electric energy is used as the heat source and converted according to the electric energy. Different mechanisms can be divided into: electromagnetic induction heating equipment, plasma heating, electroslag heating and DC ceramic heating technology.
Тундиш индукциялык жылытуу жабдуулары төмөнкүдөй мүнөздөмөлөргө ээ:
(1) Fast жылытуу ылдамдыгы жана жогорку электр жылытуу натыйжалуулугу;
(2) Кээ бир түрлөрү, ошондой эле кошулмаларды алып салуу үчүн жагымдуу болгон белгилүү бир электромагниттик козгогуч таасири бар;
(3) Процесстин температурасын көзөмөлдөө оңой, эң негизгиси эриген болоттун ысып кетүүсүн так көзөмөлдөө;
(4) Жылытуу кубаттуулугу тундиш суюктугунун деңгээлинин тереңдиги менен чектелет. Тундуштагы эриген болот белгилуу терендикке чогулганда гана жылытуу бир калыпта журет.
Тундиш индукциялык жылытуу жабдууларынын бир нече түрлөрү бар:
(1) Индуктордун түрүнө ылайык, ал өзөксүз индукциялык жылытуу жабдууларына жана өзөктүү индукциялык жылытуу жабдууларына бөлүнөт;
(2) индуктор түзүмү боюнча, ал көбөйгөн күнөөлүү түрү жана туннел түрү (паз, эриген траншея) индукциялык жылытуу жабдууларын бөлүүгө болот;
(3) жылытуу бөлүгүнө ылайык, ал жергиликтүү жылытуу жана жалпы жылытуу бөлүүгө болот.
2 Үзгүлтүксүз куюу тундиш эритилген болот электромагниттик индукциялык жылытуу жабдуулары
2. 1 Тундиш электромагниттик индукциялык жылытуу жабдуулары горизонталдуу үзгүлтүксүз куюу машинасы менен шайкеш келет
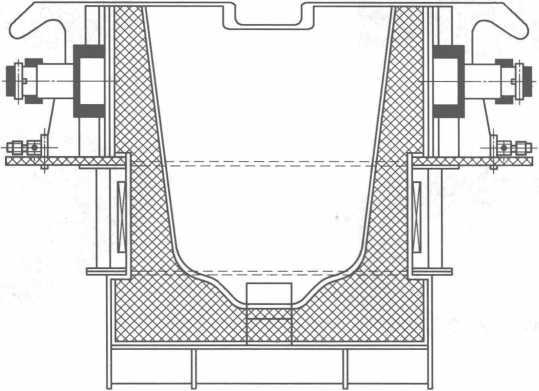
Горизонталдык үзгүлтүксүз куюу машинасы менен дал келген тундиш электромагниттик индукциялык жылытуу жабдуулары 10-7-сүрөттө көрсөтүлгөн.
Дат баспас болоттон жасалган заводдун өндүрүш процесси азыр түшүндүрүлөт.

Сүрөт 10-7 Тундиш электромагниттик индукциялык жылытуу жабдуулары горизонталдуу үзгүлтүксүз куюу машинасы менен шайкеш келет
 Дат баспас болоттун бардык түрлөрүн партиялашкандан кийин, алар крандар менен азыктандыруучу резервуардан үч 5т индукциялык мешке жүктөлөт. Болот сыныктары талап кылынган температурага чейин (болжол менен 1650°C) эригенден кийин, индукциялык мештеги эриген болот чөмүчкө куюлат, андан кийин колдонулат Жүк ташуучу машина эриген болотту 8t AOD мешине куюп, ал жерде декарбуризациядан өтөт, шлактоо, дефосфоризациялоо жана күкүрттү кетирүү, эритмелердин курамын (негизинен Cr, Ni), андан кийин эриген болотту (курамы жана температурасы талаптарга жооп берет) Чаканга эриген болотту куюу жана кран менен куюу 8т электромагниттик индукциялык жылытуу аппаратурасынын чөмүчүндөгү эриген болот. Жылуулукту сактоо менен ысытылган дат баспас болоттон жасалган суюктук тартылып, горизонталдуу үзгүлтүксүз куюучу машина менен тегерек тилкеге куюлат жана акырында калыптандыруу жана кыркуу жолу менен муздаткычка түртүлөт. .
Дат баспас болоттун бардык түрлөрүн партиялашкандан кийин, алар крандар менен азыктандыруучу резервуардан үч 5т индукциялык мешке жүктөлөт. Болот сыныктары талап кылынган температурага чейин (болжол менен 1650°C) эригенден кийин, индукциялык мештеги эриген болот чөмүчкө куюлат, андан кийин колдонулат Жүк ташуучу машина эриген болотту 8t AOD мешине куюп, ал жерде декарбуризациядан өтөт, шлактоо, дефосфоризациялоо жана күкүрттү кетирүү, эритмелердин курамын (негизинен Cr, Ni), андан кийин эриген болотту (курамы жана температурасы талаптарга жооп берет) Чаканга эриген болотту куюу жана кран менен куюу 8т электромагниттик индукциялык жылытуу аппаратурасынын чөмүчүндөгү эриген болот. Жылуулукту сактоо менен ысытылган дат баспас болоттон жасалган суюктук тартылып, горизонталдуу үзгүлтүксүз куюучу машина менен тегерек тилкеге куюлат жана акырында калыптандыруу жана кыркуу жолу менен муздаткычка түртүлөт. .
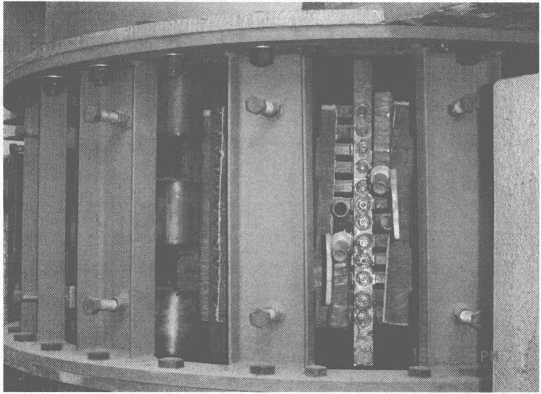
8t электромагниттик индукциялык жылытуучу аппаратуранын физикалык объектиси 10-8-сүрөттө көрсөтүлгөн.
8t жана 14t тундиш электромагниттик индукциялык жылытуу жабдуулары, тундиш индукциялык жылытуу жабдуулары эриген болоттун температурасын катуу жана так көзөмөлдөй алат (ката диапазону болгону ± 5 ~ 6 ℃), ошентип дайындын сапатын камсыз кылат. Мындан тышкары, тундиштин температурасын жөнгө салуу убактысы да ылайыктуу түрдө узартылышы мүмкүн, бул индукциялык жылытуу жабдууларынын жакшы таасирин көрсөтөт.
2. Дога үзгүлтүксүз куюучу машинанын индукциялык жылытуу аппаратурасынын 2 тундиш прибору
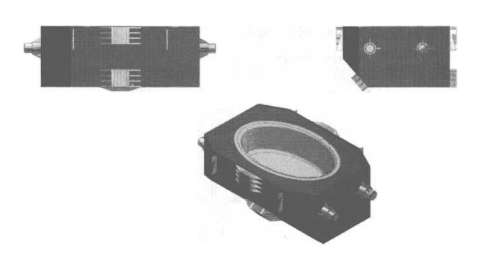
Догалык үзгүлтүксүз куюу машинасынын индукциялык жылытуу аппаратурасынын тундиш түзүлүшү 10-9-сүрөттө көрсөтүлгөн.
Арконун куймасы үзгүлтүксүз кастер электромагниттик индукциялык жылытуу жабдууларын тундишке кабыл алгандан кийин, таптап температурасы төмөндөтүлүшү мүмкүн (мисалы, ал болушу мүмкүн
10-9-сүрөт Догаларды үзгүлтүксүз куюучу машинанын индукциялык жылытуу жабдууларынын тундиш прибору
1700°Сден 1650°Сге чейин, бул болот эритүүчү мештин каптамасынын (конвертер, электр дуга меши же индукциялык меш) иштөө мөөнөтүн жакшыртууга гана жардам бербестен, үзгүлтүксүз куюуда эриген болоттун температурасын турукташтырат жана үзгүлтүксүз куюу сапатына кепилдик берет. куймаларды.
Жогорудагы киргизүүнүн негизинде үзгүлтүксүз куюучу тундиш магниттик индукциялык жылытуу жабдуулары энергияны үнөмдөөчү жана экологиялык жактан таза технология болуп саналат деп эсептесе болот. Бул аппаратты кабыл алуу металлургия ишканалары үчүн салыштырмалуу идеалдуу технологиялык кайра куруу долбоору болуп саналат жана аны жайылтууга жана колдонууга татыктуу.
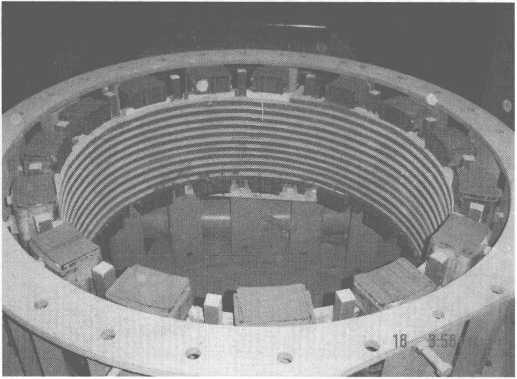
10-10-сүрөттө 16т тундиш электромагниттик индукциялык жылытуу жабдуулары көрсөтүлгөн.
Сүрөт 10-10 16t тундиш электромагниттик индукциялык жылытуу жабдуулары
10-11-сүрөттө 14т индукциялык жылытуу жабдууларынын тундишинин схемалык схемасы.
Сүрөт 10-11 14т индукциялык жылытуу жабдууларынын тундишинин схемасы