- 15
- Sep
Pajisjet e ngrohjes me induksion të çelikut të shkrirë tundish me derdhje të vazhdueshme
Continuous casting tundish molten steel pajisjet e ngrohjes me induksion
Përmbledhje 1
Tundish molten steel induction heating equipment technology is developed with the progress of continuous casting technology, the improvement of steel quality requirements, the need for energy saving and consumption reduction, and the matching of external refining and continuous casting processes. Different steel grades have different requirements on the AT of molten steel superheat. For thick plates, in order to reduce internal cracks and loose center, the AT should be low (5~200T); for cold-rolled thin plates, the surface is required to have good quality. Higher (15~300℃). However, the molten steel superheat must be stabilized within a certain range to minimize fluctuations. This is a necessary condition to ensure the smooth progress of continuous casting production, prevent nozzle blockage or prevent leaking accidents, and ensure the quality of cast slabs. The enhancement of the heating function of the tundish makes it possible to control the superheat of molten steel stably. The temperature of the molten steel of different ladle fluctuates, which has an adverse effect on the continuous casting process, and the heating of the tundish can compensate for it to some extent. However, it must be pointed out that maintaining a stable molten steel superheat mainly depends on the proper tapping temperature and the adjustment structure after tapping, and the tundish heating can only play a supplementary role. Nevertheless, the heating and control of molten steel in the tundish is still receiving attention from the metallurgical community. Some countries represented by Japan, the United States, the United Kingdom, and France have successively carried out research on tundish molten steel heating technology from the 1970s to the 1980s. Japan’s Kawasaki Company first developed and obtained a Japanese patent as early as 1982. At present, the tundish molten steel heating technology successfully developed or under development usually adopts the physical heating method. In the physical heating method, electric energy is used as the heat source and converted according to the electric energy. Different mechanisms can be divided into: electromagnetic induction heating equipment, plasma heating, electroslag heating and DC ceramic heating technology.
Pajisjet e ngrohjes me induksion Tundish kanë karakteristikat e mëposhtme:
(1) Shpejtësia e shpejtë e ngrohjes dhe efikasiteti i lartë i ngrohjes elektrike;
(2) Disa lloje kanë gjithashtu një efekt të caktuar nxitës elektromagnetik, i cili është i favorshëm për heqjen e përfshirjeve;
(3) Temperatura e procesit është e lehtë për t’u kontrolluar, dhe gjëja më e rëndësishme është të kontrolloni më saktë mbinxehjen e çelikut të shkrirë;
(4) Fuqia e ngrohjes kufizohet nga thellësia e nivelit të lëngut të tubit. Vetëm kur çeliku i shkrirë në tundër grumbullohet në një thellësi të caktuar, ngrohja mund të vazhdojë pa probleme.
Ekzistojnë disa lloje të pajisjeve të ngrohjes me induksion tundish:
(1) Sipas llojit të induktorit, mund të ndahet në pajisje ngrohëse me induksion pa bërthamë dhe pajisje ngrohjeje me induksion me bërthamë;
(2) Sipas strukturës së induktorit, ai mund të ndahet në llojin e defektit të rritur dhe llojin e tunelit (brazdë, kanal i shkrirë) pajisjet e ngrohjes me induksion;
(3) Sipas pjesës së ngrohjes, mund të ndahet në ngrohje lokale dhe ngrohje të përgjithshme.
2 Pajisja e pajisjes për ngrohje me induksion elektromagnetik të çelikut të shkrirë tundish me derdhje të vazhdueshme
2. 1 Pajisje ngrohjeje me induksion elektromagnetik Tundish e përputhur me makinën e derdhjes së vazhdueshme horizontale
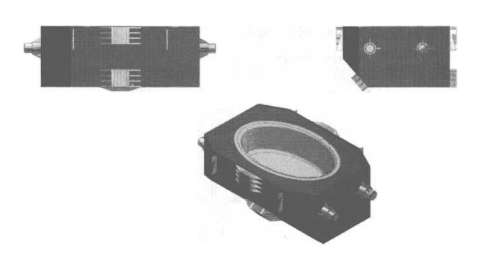
Pajisja e ngrohjes me induksion elektromagnetik tundish e përputhur me makinën e derdhjes së vazhdueshme horizontale është paraqitur në figurën 10-7.
Tani shpjegohet procesi i prodhimit të një fabrike inox.

Figura 10-7 Pajisjet e ngrohjes me induksion elektromagnetik Tundish të përputhura me makinën e derdhjes së vazhdueshme horizontale
 Pasi grumbullohen të gjitha llojet e çelikut inox, ato ngarkohen në tre furra me induksion 5t nga rezervuari i ushqimit me vinça. Pasi çeliku i skrapit shkrihet në temperaturën e kërkuar (rreth 1650°C), çeliku i shkrirë në furrën e induksionit derdhet në lugë dhe më pas përdoret Kamioni e derdh çelikun e shkrirë në furrën AOD 8t, ku i nënshtrohet dekarburizimit. skorja, defosforizimi dhe heqja e squfurit dhe rregullimi i përbërjes së aliazhit (kryesisht Cr, Ni), dhe më pas çeliku i shkrirë (përbërja dhe temperatura plotësojnë kërkesat) Vendoseni çelikun e shkrirë në lugë në lugë dhe përdorni vinçin për të derdhur çeliku i shkrirë në lugë në lugën e pajisjeve të ngrohjes me induksion elektromagnetik 8t. Lëngu inox i nxehur nga ruajtja e nxehtësisë tërhiqet dhe derdhet në një shufër të rrumbullakët nga një makinë derdhjeje e vazhdueshme horizontale dhe në fund shtyhet në shtratin ftohës duke formuar dhe prerë. .
Pasi grumbullohen të gjitha llojet e çelikut inox, ato ngarkohen në tre furra me induksion 5t nga rezervuari i ushqimit me vinça. Pasi çeliku i skrapit shkrihet në temperaturën e kërkuar (rreth 1650°C), çeliku i shkrirë në furrën e induksionit derdhet në lugë dhe më pas përdoret Kamioni e derdh çelikun e shkrirë në furrën AOD 8t, ku i nënshtrohet dekarburizimit. skorja, defosforizimi dhe heqja e squfurit dhe rregullimi i përbërjes së aliazhit (kryesisht Cr, Ni), dhe më pas çeliku i shkrirë (përbërja dhe temperatura plotësojnë kërkesat) Vendoseni çelikun e shkrirë në lugë në lugë dhe përdorni vinçin për të derdhur çeliku i shkrirë në lugë në lugën e pajisjeve të ngrohjes me induksion elektromagnetik 8t. Lëngu inox i nxehur nga ruajtja e nxehtësisë tërhiqet dhe derdhet në një shufër të rrumbullakët nga një makinë derdhjeje e vazhdueshme horizontale dhe në fund shtyhet në shtratin ftohës duke formuar dhe prerë. .
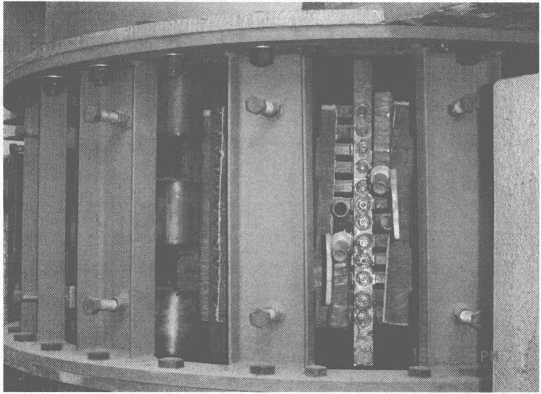
Objekti fizik i lugës së pajisjes së ngrohjes me induksion elektromagnetik 8t është paraqitur në Figurën 10-8.
Pajisjet e ngrohjes me induksion elektromagnetik tundish 8t dhe 14t, pajisjet e ngrohjes me induksion tundish mund të kontrollojnë rreptësisht dhe me saktësi temperaturën e çelikut të shkrirë (diapazoni i gabimit është vetëm ± 5~6℃), duke siguruar kështu cilësinë e biletës. Përveç kësaj, koha e rregullimit të temperaturës së tubit gjithashtu mund të zgjatet siç duhet, duke treguar efektin e mirë të pajisjeve të ngrohjes me induksion.
2. 2 Pajisja Tundish e pajisjeve të ngrohjes me induksion të makinës së derdhjes së vazhdueshme me hark
Pajisja tundish e pajisjes së ngrohjes me induksion të makinës së derdhjes së vazhdueshme me hark është paraqitur në figurën 10-9.
Pasi rrëshqitja e vazhdueshme me hark adopton pajisjen e ngrohjes me induksion elektromagnetik, temperatura e trokitjes mund të ulet (për shembull, mund të jetë
Figura 10-9 Pajisja Tundish e pajisjeve të ngrohjes me induksion të makinës së derdhjes së vazhdueshme me hark
Nga 1700°C deri në 1650°C), kjo jo vetëm që ndihmon në përmirësimin e jetëgjatësisë së veshjes së furrës së prodhimit të çelikut (konvertuesi, furra me hark elektrik ose furra me induksion), por gjithashtu stabilizon temperaturën e çelikut të shkrirë në derdhje të vazhdueshme dhe garanton cilësinë e prodhimit të vazhdueshëm. derdhja e biletave.
Bazuar në hyrjen e mësipërme, mund të konsiderohet se pajisjet e ngrohjes me induksion magnetik tundish me derdhje të vazhdueshme janë një teknologji e re e kursimit të energjisë dhe miqësore me mjedisin. Përdorimi i kësaj pajisjeje është një projekt transformimi teknologjik relativisht ideal për ndërmarrjet metalurgjike, dhe është i denjë për promovim dhe përdorim.
Figura 10-10 tregon pajisjet e ngrohjes me induksion elektromagnetik tundish 16t.
Figura 10-10 Pajisje ngrohjeje me induksion elektromagnetik tundish 16t
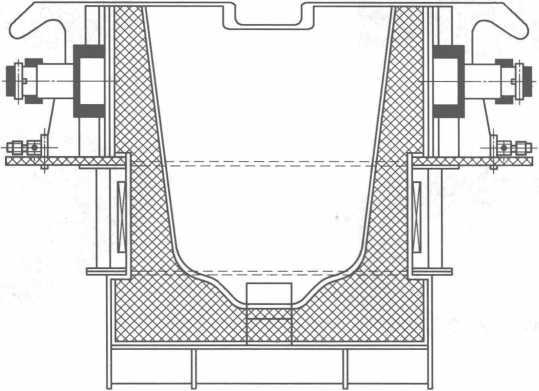
Figura 10-11 është një diagram skematik i tubit të pajisjeve të ngrohjes me induksion 14t.
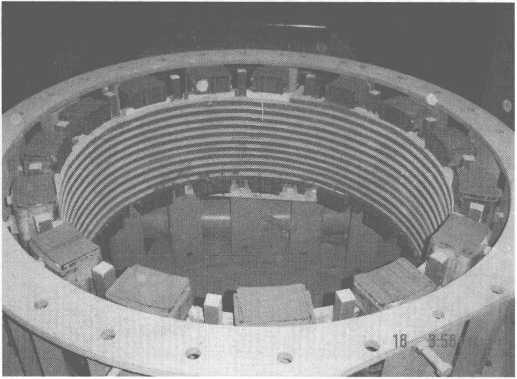
Figura 10-11 Diagrami skematik i tubit të pajisjeve të ngrohjes me induksion 14t