- 15
- Sep
연속주조 턴디쉬 용강유도가열장치
연속주조 턴디쉬 용강 유도 가열 장치
1 개요
Tundish 용강 유도 가열 장치 기술은 연속 주조 기술의 발전, 철강 품질 요구 사항의 개선, 에너지 절약 및 소비 감소의 필요성, 외부 정련 및 연속 주조 공정의 일치와 함께 개발되었습니다. 다른 강종은 용강 과열도의 AT에 대한 요구 사항이 다릅니다. 후판의 경우 내부 균열 및 느슨한 중심을 줄이기 위해 AT가 낮아야 합니다(5~200T). 냉연 박판의 경우 표면 품질이 좋아야 합니다. 더 높다(15~300℃). 그러나 용강 과열도는 변동을 최소화하기 위해 일정 범위 내에서 안정화되어야 합니다. 이는 연속주조 생산의 순조로운 진행을 보장하고 노즐 막힘을 방지하거나 누출 사고를 방지하며 주물 슬라브의 품질을 확보하기 위한 필수 조건입니다. 턴디쉬의 가열 기능을 강화하여 용강의 과열도를 안정적으로 제어할 수 있습니다. 다른 국자의 용강 온도가 변동하는데, 이는 연속 주조 공정에 악영향을 미치며 턴디쉬의 가열은 이를 어느 정도 보상할 수 있습니다. 그러나 안정적인 용강 과열도를 유지하는 것은 주로 적절한 출탕 온도와 출탕 후 조정 구조에 달려 있으며 턴디시 가열은 보조적인 역할만 할 수 있다는 점을 지적해야 합니다. 그럼에도 불구하고, 턴디쉬에서 용강의 가열 및 제어는 여전히 야금계의 관심을 받고 있습니다. 일본, 미국, 영국, 프랑스로 대표되는 일부 국가에서는 1970년대부터 1980년대까지 턴디쉬 용강 가열 기술에 대한 연구를 연속적으로 수행해 왔다. 일본의 Kawasaki Company는 1982년에 처음으로 일본 특허를 개발하여 획득했습니다. 현재 턴디쉬 용강 가열 기술은 성공적으로 개발되었거나 개발 중에 있으며 일반적으로 물리적 가열 방식을 채택하고 있습니다. 물리적 가열 방식에서는 전기 에너지를 열원으로 사용하고 전기 에너지에 따라 변환합니다. 다른 메커니즘은 전자기 유도 가열 장비, 플라즈마 가열, 일렉트로 슬래그 가열 및 DC 세라믹 가열 기술로 나눌 수 있습니다.
Tundish 유도 가열 장비에는 다음과 같은 특성이 있습니다.
(1) 빠른 가열 속도와 높은 전기 가열 효율;
(2) 일부 유형에는 특정 전자기 교반 효과가있어 내포물 제거에 도움이됩니다.
(3) 공정 온도는 제어하기 쉽고 가장 중요한 것은 용강의 과열도를보다 정확하게 제어하는 것입니다.
(4) 화력은 턴디쉬 수위의 깊이에 의해 제한됩니다. 턴디쉬 내부의 용강이 일정 깊이까지 축적되어야만 가열이 원활하게 진행될 수 있습니다.
턴디쉬 유도 가열 장비에는 여러 유형이 있습니다.
(1) 인덕터의 유형에 따라 코어리스 유도 가열 장비와 코어형 유도 가열 장비로 나눌 수 있습니다.
(2) 인덕터의 구조에 따라 증가 결함 유형과 터널 유형 (그루브, 용융 트렌치) 유도 가열 장치로 나눌 수 있습니다.
(3) 난방 부분에 따라 국부 난방과 전체 난방으로 나눌 수 있습니다.
2 연속주조 턴디쉬 용강 전자유도 가열장치 장치
2. 수평 연속 주조기와 일치하는 1 Tundish 전자기 유도 가열 장비
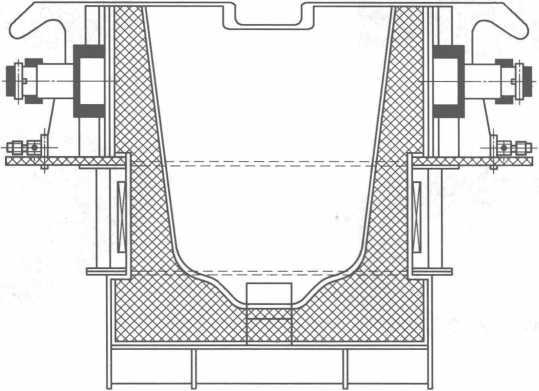
수평 연속 주조기와 일치하는 턴디쉬 전자기 유도 가열 장비는 그림 10-7에 나와 있습니다.
이제 스테인리스 스틸 공장의 생산 공정에 대해 설명합니다.

그림 10-7 수평연속주조기와 결합된 턴디쉬 전자기유도가열장치
 모든 종류의 스테인리스 스틸이 배치된 후 크레인이 있는 공급 탱크에서 5개의 1650t 유도로에 로드됩니다. 고철이 필요한 온도(약 8°C)로 녹은 후 유도로의 용강을 국자에 붓고 사용합니다. 트럭이 용강을 8t AOD로에 부어 탈탄, 슬래깅, 탈인 및 황 제거 및 합금 조성(주로 Cr, Ni) 조정 후 용강(조성 및 온도가 요구 사항 충족) 국자에 용강을 넣고 크레인을 사용하여 붓는다. XNUMXt 전자기 유도 가열 장비의 국자로 국자의 용강. 보온에 의해 가열된 스테인리스강 액체를 수평연속주조기에 의해 환봉으로 끌어내어 주조하고, 최종적으로 성형 및 전단에 의해 냉각층으로 밀어넣는다. .
모든 종류의 스테인리스 스틸이 배치된 후 크레인이 있는 공급 탱크에서 5개의 1650t 유도로에 로드됩니다. 고철이 필요한 온도(약 8°C)로 녹은 후 유도로의 용강을 국자에 붓고 사용합니다. 트럭이 용강을 8t AOD로에 부어 탈탄, 슬래깅, 탈인 및 황 제거 및 합금 조성(주로 Cr, Ni) 조정 후 용강(조성 및 온도가 요구 사항 충족) 국자에 용강을 넣고 크레인을 사용하여 붓는다. XNUMXt 전자기 유도 가열 장비의 국자로 국자의 용강. 보온에 의해 가열된 스테인리스강 액체를 수평연속주조기에 의해 환봉으로 끌어내어 주조하고, 최종적으로 성형 및 전단에 의해 냉각층으로 밀어넣는다. .
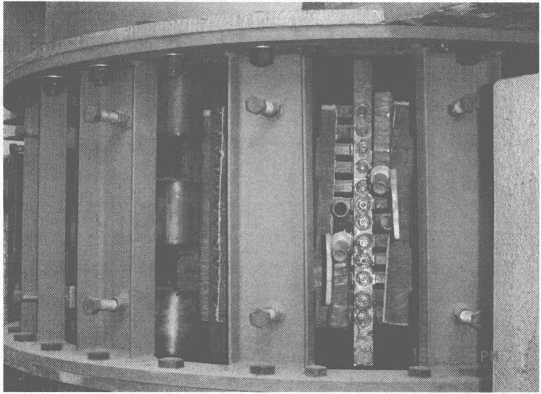
8t 전자기 유도 가열 장비 국자의 물리적 대상은 그림 10-8에 나와 있습니다.
8t 및 14t 턴디쉬 전자기 유도 가열 장비인 턴디쉬 유도 가열 장비는 용강의 온도를 엄격하고 정확하게 제어할 수 있으므로(오차 범위는 ±5~6℃에 불과함) 빌릿의 품질을 보장합니다. 또한, 턴디쉬의 온도 조정 시간도 적절하게 연장될 수 있어 유도 가열 장비의 좋은 효과를 보여줍니다.
2. 2 아크 연속 주조기의 유도 가열 장치의 턴디쉬 장치
아크 연속 주조기의 유도 가열 장치의 턴디쉬 장치는 그림 10-9에 나와 있습니다.
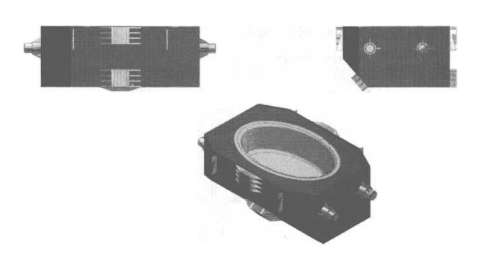
아크 빌렛 연속 주조기가 전자 유도 가열 장비 턴디쉬를 채택한 후 탭핑 온도를 낮출 수 있습니다 (예를 들어,
그림 10-9 아크 연속 주조기의 유도 가열 장치의 턴디쉬 장치
1700°C ~ 1650°C)에서 제강로 라이닝(컨버터, 전기로 또는 유도로)의 수명을 향상시킬 뿐만 아니라 연속 주조에서 용강의 온도를 안정화하고 연속 주조 품질을 보장합니다. 주조 빌릿.
위의 소개를 바탕으로 연속 주조 턴디쉬 자기 유도 가열 장치는 새로운 에너지 절약 및 환경 친화적 인 기술이라고 생각할 수 있습니다. 이 장치의 채택은 야금 기업을 위한 비교적 이상적인 기술 변환 프로젝트이며 홍보 및 사용 가치가 있습니다.
그림 10-10은 16t 턴디쉬 전자기 유도 가열 장비를 보여줍니다.
그림 10-10 16t 턴디쉬 전자기 유도 가열 장치
그림 10-11은 14t 유도 가열 장비의 턴디쉬 개략도입니다.
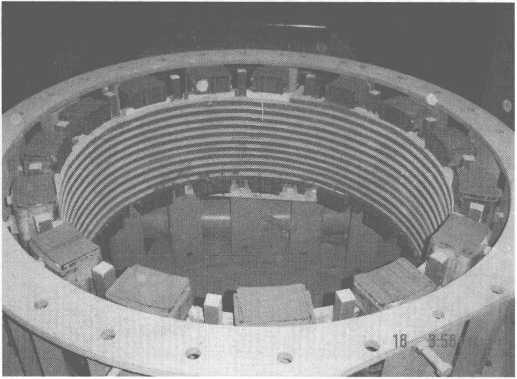
그림 10-11 14t 유도 가열 장치의 턴디쉬 개략도