- 15
- Sep
Padayon nga paghulma sa tundish nga tinunaw nga steel induction heating equipment
Continuous casting tundish molten steel induction heating equipment
1 Sumaryo
Ang Tundish molten steel induction heating equipment nga teknolohiya gipalambo uban ang pag-uswag sa padayon nga teknolohiya sa paghulma, ang pag-uswag sa mga kinahanglanon sa kalidad sa asero, ang panginahanglan alang sa pagdaginot sa enerhiya ug pagkunhod sa konsumo, ug ang pagpares sa eksternal nga pagdalisay ug padayon nga proseso sa paghulma. Ang lainlaing mga grado sa asero adunay lainlaing mga kinahanglanon sa AT sa tinunaw nga asero nga superheat. Alang sa baga nga mga plato, aron makunhuran ang internal nga mga liki ug loose center, ang AT kinahanglan nga ubos (5 ~ 200T); alang sa bugnaw nga linukot nga manipis nga mga palid, ang nawong gikinahanglan nga adunay maayo nga kalidad. Mas taas (15~300 ℃). Bisan pa, ang tinunaw nga asero nga superheat kinahanglan nga ma-stabilize sa usa ka piho nga range aron maminusan ang mga pagbag-o. Kini usa ka kinahanglanon nga kondisyon aron masiguro ang hapsay nga pag-uswag sa padayon nga paghimo sa paghulma, pagpugong sa pagbara sa nozzle o pagpugong sa mga aksidente sa pagtulo, ug pagsiguro sa kalidad sa mga slab sa cast. Ang pagpauswag sa pagpainit nga function sa tundish nagpaposible nga makontrol ang sobrang kainit sa tinunaw nga asero nga lig-on. Ang temperatura sa tinunaw nga asero sa lain-laing mga ladle nag-usab-usab, nga adunay usa ka dili maayo nga epekto sa padayon nga proseso sa paghulma, ug ang pagpainit sa tundish makabayad niini sa pipila ka sukod. Bisan pa, kinahanglan nga ipunting nga ang pagpadayon sa usa ka lig-on nga tinunaw nga asero nga superheat nag-una nga nagdepende sa husto nga temperatura sa pag-tap ug ang istruktura sa pag-adjust pagkahuman sa pag-tap, ug ang tundish nga pagpainit mahimo ra nga adunay dugang nga papel. Bisan pa, ang pagpainit ug pagkontrol sa tinunaw nga asero sa tundish nakadawat gihapon ug pagtagad gikan sa metalurhiko nga komunidad. Ang ubang mga nasod nga girepresentahan sa Japan, United States, United Kingdom, ug France sunodsunod nga nagpahigayon ug research sa tundish molten steel heating technology gikan sa 1970s hangtod sa 1980s. Ang Kawasaki Company sa Japan unang nakaugmad ug nakakuha ug patente sa Hapon niadto pang 1982. Sa pagkakaron, ang tundish molten steel heating technology malampusong naugmad o ubos sa pag-uswag kasagarang nagsagop sa pisikal nga paagi sa pagpainit. Sa pisikal nga pamaagi sa pagpainit, ang enerhiya sa kuryente gigamit ingon nga gigikanan sa kainit ug gibag-o sumala sa kusog sa kuryente. Ang lainlaing mga mekanismo mahimong bahinon sa: electromagnetic induction heating equipment, plasma heating, electroslag heating ug DC ceramic heating technology.
Ang Tundish induction heating equipment adunay mga mosunod nga mga kinaiya:
(1) Katulin sa pagpainit ug taas nga kahusayan sa pagpainit sa kuryente;
(2) Ang ubang mga matang usab adunay usa ka piho nga electromagnetic stirring effect, nga makatabang sa pagtangtang sa mga inklusyon;
(3) Ang temperatura sa proseso dali nga makontrol, ug ang labing hinungdanon nga butang mao ang mas tukma nga pagkontrol sa sobrang kainit sa tinunaw nga asero;
(4) Ang gahum sa pagpainit limitado sa giladmon sa tundish liquid level. Lamang sa diha nga ang tinunaw nga asero sa tundish natapok sa usa ka piho nga giladmon, ang pagpainit mahimong magpadayon nga hapsay.
Adunay daghang mga lahi sa tundish induction heating equipment:
(1) Sumala sa matang sa inductor, kini mahimong bahinon ngadto sa coreless induction heating equipment ug cored induction heating equipment;
(2) Sumala sa gambalay sa inductor, kini mahimong bahinon ngadto sa dugang nga sayop nga matang ug tunnel matang (groove, tinunaw kanal) induction pagpainit ekipo;
(3) Sumala sa bahin sa pagpainit, kini mahimong bahinon ngadto sa lokal nga pagpainit ug kinatibuk-ang pagpainit.
2 Padayon nga paghulma sa tundish nga tinunaw nga asero nga electromagnetic induction heating equipment device
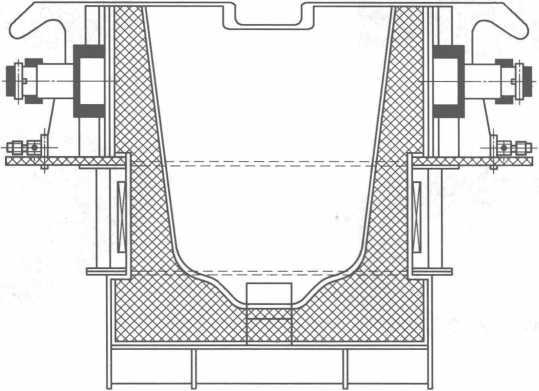
2. 1 Tundish electromagnetic induction heating equipment nga gipares sa pinahigda nga padayon nga casting machine
Ang tundish electromagnetic induction heating equipment nga gipares sa pinahigda nga padayon nga casting machine gipakita sa Figure 10-7.
Ang proseso sa produksiyon sa usa ka planta nga stainless steel gipatin-aw na karon.

Figure 10-7 Tundish electromagnetic induction heating equipment nga gipares sa pinahigda nga padayon nga casting machine
 Pagkahuman sa tanan nga mga matang sa stainless steel nga batched, kini gikarga sa tulo ka 5t induction furnaces gikan sa feeding tank nga adunay mga crane. Human matunaw ang scrap steel sa gikinahanglan nga temperatura (mga 1650 ° C), ang tinunaw nga asero sa induction furnace gibubo ngadto sa ladle, ug dayon gigamit Ang trak nagbubo sa tinunaw nga puthaw ngadto sa 8t AOD furnace, diin kini moagi sa decarburization, slagging, dephosphorization ug sulfur pagtangtang, ug pag-adjust sa komposisyon sa haluang metal (nag-una Cr, Ni), ug unya ang tinunaw nga asero (ang komposisyon ug temperatura sa pagsugat sa mga kinahanglanon) Ibutang ang tinunaw nga puthaw sa ladle ngadto sa ladle ug sa paggamit sa crane sa pagbubo ang tinunaw nga asero sa ladle ngadto sa ladle sa 8t electromagnetic induction heating equipment. Ang stainless steel nga likido nga gipainit pinaagi sa pagpreserbar sa kainit gikuha ug gihulog sa usa ka lingin nga bar pinaagi sa usa ka pinahigda nga padayon nga makina sa paghulma ug sa katapusan giduso ngadto sa makapabugnaw nga higdaanan pinaagi sa pagporma ug paggunting. .
Pagkahuman sa tanan nga mga matang sa stainless steel nga batched, kini gikarga sa tulo ka 5t induction furnaces gikan sa feeding tank nga adunay mga crane. Human matunaw ang scrap steel sa gikinahanglan nga temperatura (mga 1650 ° C), ang tinunaw nga asero sa induction furnace gibubo ngadto sa ladle, ug dayon gigamit Ang trak nagbubo sa tinunaw nga puthaw ngadto sa 8t AOD furnace, diin kini moagi sa decarburization, slagging, dephosphorization ug sulfur pagtangtang, ug pag-adjust sa komposisyon sa haluang metal (nag-una Cr, Ni), ug unya ang tinunaw nga asero (ang komposisyon ug temperatura sa pagsugat sa mga kinahanglanon) Ibutang ang tinunaw nga puthaw sa ladle ngadto sa ladle ug sa paggamit sa crane sa pagbubo ang tinunaw nga asero sa ladle ngadto sa ladle sa 8t electromagnetic induction heating equipment. Ang stainless steel nga likido nga gipainit pinaagi sa pagpreserbar sa kainit gikuha ug gihulog sa usa ka lingin nga bar pinaagi sa usa ka pinahigda nga padayon nga makina sa paghulma ug sa katapusan giduso ngadto sa makapabugnaw nga higdaanan pinaagi sa pagporma ug paggunting. .
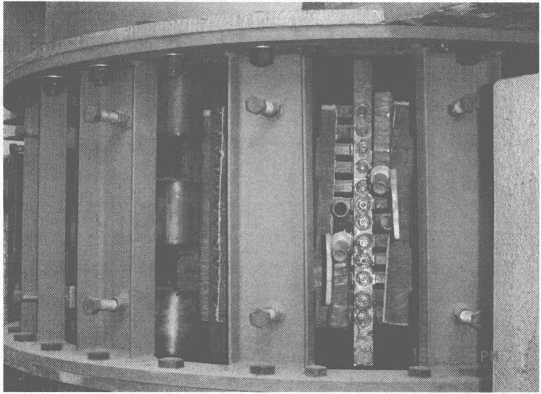
Ang pisikal nga butang sa 8t electromagnetic induction heating equipment ladle gipakita sa Figure 10-8.
Ang 8t ug 14t tundish electromagnetic induction heating equipment, ang tundish induction heating equipment mahimong estrikto ug tukma nga makontrol ang temperatura sa tinunaw nga asero (ang error range mao lamang ± 5 ~ 6 ℃), sa ingon masiguro ang kalidad sa billet. Dugang pa, ang oras sa pag-adjust sa temperatura sa tundish mahimo usab nga tukma nga mapalawig, nga nagpakita sa maayong epekto sa kagamitan sa pagpainit sa induction.
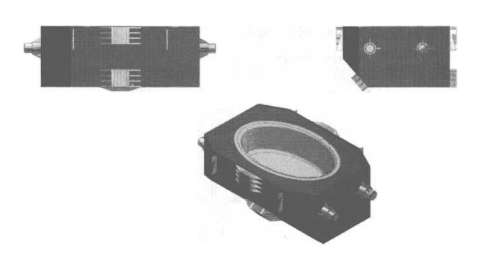
2. 2 Tundish device sa induction heating equipment sa arc padayon nga casting machine
Ang tundish device sa induction heating equipment sa arc continuous casting machine gipakita sa Figure 10-9.
Human ang arc billet padayon nga caster mosagop sa electromagnetic induction heating equipment tundish, ang tapping temperature mahimong ipaubos (pananglitan, mahimo kini
Figure 10-9 Tundish device sa induction heating equipment sa arc padayon nga casting machine
Gikan sa 1700 ° C ngadto sa 1650 ° C), kini dili lamang makatabang sa pagpalambo sa kinabuhi sa steelmaking furnace lining (converter, electric arc furnace o induction furnace), apan nagpalig-on usab sa temperatura sa tinunaw nga asero sa padayon nga paghulma ug naggarantiya sa kalidad sa padayon nga paghulma sa mga billet.
Pinasukad sa pasiuna sa itaas, mahimong makonsiderar nga ang padayon nga paghulma sa tundish magnetic induction heating equipment usa ka bag-ong teknolohiya nga makaluwas sa enerhiya ug mahigalaon sa kalikopan. Ang pagsagop sa kini nga aparato usa ka medyo sulundon nga proyekto sa pagbag-o sa teknolohiya alang sa mga negosyo nga metalurhiko, ug kini takus sa promosyon ug paggamit.
Ang Figure 10-10 nagpakita sa 16t tundish electromagnetic induction heating equipment.
Figure 10-10 16t tundish electromagnetic induction heating equipment
Ang Figure 10-11 usa ka schematic diagram sa tundish sa 14t induction heating equipment.
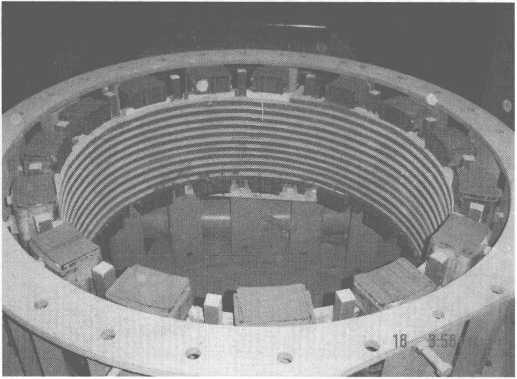
Figure 10-11 Schematic diagram sa tundish sa 14t induction heating equipment