- 15
- Sep
Оборудование для индукционного нагрева расплавленной стали в промежуточном ковше непрерывного литья заготовок
Промковш для непрерывной разливки расплавленной стали оборудование для индукционного нагрева
Обзор 1
Технология оборудования для индукционного нагрева расплавленной стали промежуточного ковша разработана с развитием технологии непрерывного литья, улучшением требований к качеству стали, потребностью в энергосбережении и снижении потребления, а также согласованием процессов внешнего рафинирования и непрерывного литья. Различные марки стали предъявляют разные требования к АТ перегрева расплавленной стали. Для толстых листов, чтобы уменьшить внутренние трещины и свободный центр, AT должен быть низким (5 ~ 200T); для холоднокатаных тонких листов поверхность должна иметь хорошее качество. Выше (15~300℃). Однако перегрев расплавленной стали должен стабилизироваться в определенном диапазоне, чтобы свести к минимуму колебания. Это необходимое условие для обеспечения бесперебойного хода производства непрерывного литья, предотвращения засорения сопла или предотвращения утечек, а также обеспечения качества отлитых слябов. Улучшение функции нагрева промежуточного ковша позволяет стабильно контролировать перегрев расплавленной стали. Температура жидкой стали разных ковшей колеблется, что отрицательно сказывается на процессе непрерывной разливки, и нагрев промежуточного ковша может в некоторой степени это компенсировать. Тем не менее, следует отметить, что поддержание стабильного перегрева расплавленной стали в основном зависит от надлежащей температуры выпуска и структуры регулирования после выпуска, а нагрев промежуточного ковша может играть только дополнительную роль. Тем не менее, нагрев и контроль расплавленной стали в промежуточном ковше по-прежнему привлекают внимание металлургического сообщества. Некоторые страны, представленные Японией, Соединенными Штатами, Соединенным Королевством и Францией, последовательно проводили исследования в области технологии нагрева расплавленной стали в промежуточном ковше с 1970-х по 1980-е годы. Японская компания Kawasaki впервые разработала и получила японский патент еще в 1982 году. В настоящее время успешно разработанная или разрабатываемая технология нагрева расплавленной стали в промежуточном ковше обычно использует метод физического нагрева. В методе физического нагрева электрическая энергия используется в качестве источника тепла и преобразуется в электрическую энергию. Различные механизмы можно разделить на: оборудование для электромагнитного индукционного нагрева, плазменный нагрев, электрошлаковый нагрев и технологию керамического нагрева постоянного тока.
Оборудование для индукционного нагрева промковша имеет следующие характеристики:
(1) Высокая скорость нагрева и высокая эффективность электрического нагрева;
(2) Некоторые типы также обладают определенным эффектом электромагнитного перемешивания, что способствует удалению включений;
(3) Температуру процесса легко контролировать, и самое главное – более точно контролировать перегрев расплавленной стали;
(4) Мощность нагрева ограничена глубиной уровня жидкости в промежуточном ковше. Только когда расплавленная сталь в промежуточном ковше скапливается на определенной глубине, нагрев может проходить плавно.
Существует несколько типов оборудования для индукционного нагрева промежуточных емкостей:
(1) В зависимости от типа индуктора его можно разделить на оборудование для индукционного нагрева без сердечника и оборудование для индукционного нагрева с сердечником;
(2) В соответствии со структурой индуктора его можно разделить на оборудование для индукционного нагрева с повышенной неисправностью и туннельного типа (канавка, расплавленная траншея);
(3) В зависимости от нагревательной части его можно разделить на местное отопление и общее отопление.
2 Оборудование для электромагнитного индукционного нагрева расплавленной стали в промежуточном ковше непрерывного литья заготовок
2. 1 Оборудование для электромагнитного индукционного нагрева промковша в сочетании с горизонтальной машиной непрерывного литья заготовок
Оборудование для электромагнитного индукционного нагрева промежуточного ковша в сочетании с горизонтальной машиной непрерывного литья заготовок показано на рис. 10-7.
Теперь объясняется производственный процесс завода по производству нержавеющей стали.

Рисунок 10-7 Оборудование для электромагнитного индукционного нагрева промежуточного ковша в сочетании с горизонтальной машиной непрерывного литья заготовок
 После того, как все виды нержавеющей стали упакованы, они загружаются в три 5-тонные индукционные печи из питающего резервуара с помощью кранов. После расплавления стального лома до требуемой температуры (около 1650°C) расплав стали в индукционной печи заливают в ковш, а затем используют автоцистерну, расплавленную сталь заливают в 8-тонную печь AOD, где она подвергается обезуглероживанию, шлакообразование, дефосфорация и обессеривание, корректировка состава сплава (в основном Cr, Ni), а затем расплава стали (состав и температура соответствуют требованиям) Залить расплавленную сталь в ковш в ковш и с помощью крана разлить расплавленной стали в ковше в ковш 8-тонного электромагнитного индукционного нагревательного оборудования. Жидкость из нержавеющей стали, нагретая за счет сохранения тепла, вытягивается и отливается в круглый стержень с помощью горизонтальной машины непрерывного литья заготовок и, наконец, проталкивается в охлаждающий слой путем формования и резки. .
После того, как все виды нержавеющей стали упакованы, они загружаются в три 5-тонные индукционные печи из питающего резервуара с помощью кранов. После расплавления стального лома до требуемой температуры (около 1650°C) расплав стали в индукционной печи заливают в ковш, а затем используют автоцистерну, расплавленную сталь заливают в 8-тонную печь AOD, где она подвергается обезуглероживанию, шлакообразование, дефосфорация и обессеривание, корректировка состава сплава (в основном Cr, Ni), а затем расплава стали (состав и температура соответствуют требованиям) Залить расплавленную сталь в ковш в ковш и с помощью крана разлить расплавленной стали в ковше в ковш 8-тонного электромагнитного индукционного нагревательного оборудования. Жидкость из нержавеющей стали, нагретая за счет сохранения тепла, вытягивается и отливается в круглый стержень с помощью горизонтальной машины непрерывного литья заготовок и, наконец, проталкивается в охлаждающий слой путем формования и резки. .
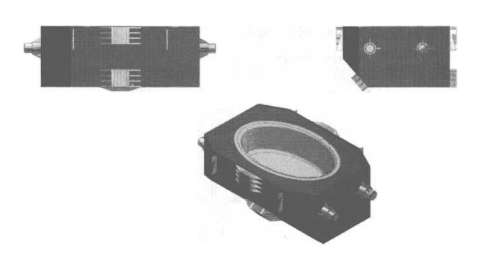
Физический объект 8-тонного ковша оборудования для электромагнитного индукционного нагрева показан на рисунке 10-8.
Оборудование для электромагнитного индукционного нагрева 8-тонного и 14-тонного ковша, оборудование для индукционного нагрева ковша может строго и точно контролировать температуру расплавленной стали (диапазон погрешности составляет всего ± 5 ~ 6 ℃), тем самым обеспечивая качество заготовки. Кроме того, время регулировки температуры промежуточного ковша также может быть соответствующим образом увеличено, что свидетельствует о хорошем эффекте оборудования для индукционного нагрева.
2. 2 Промковшное устройство индукционного нагревательного оборудования дуговой машины непрерывного литья заготовок
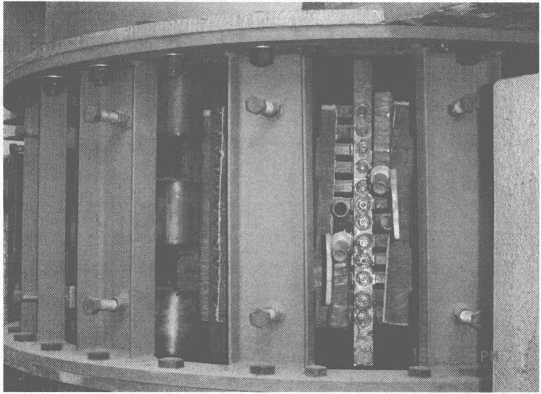
Устройство промковша оборудования индукционного нагрева дуговой машины непрерывного литья заготовок показано на рис. 10-9.
После того, как в МНЛЗ для дуговых заготовок используется промежуточный ковш с электромагнитным индукционным нагревом, температура выпуска может быть снижена (например, она может быть
Рисунок 10-9 Промковшное устройство оборудования индукционного нагрева дуговой машины непрерывного литья заготовок
От 1700°С до 1650°С) это не только способствует увеличению ресурса футеровки сталеплавильных печей (конвертера, электродуговой печи или индукционной печи), но и стабилизирует температуру жидкой стали при непрерывной разливке и гарантирует качество непрерывной разливки. литьевые заготовки.
Основываясь на приведенном выше введении, можно считать, что оборудование для магнитно-индукционного нагрева промежуточного ковша непрерывного литья заготовок представляет собой новую энергосберегающую и экологически чистую технологию. Внедрение этого устройства является относительно идеальным проектом технологической трансформации металлургических предприятий, и он достоин продвижения и использования.
На рис. 10-10 показано оборудование для электромагнитного индукционного нагрева 16-тонного промежуточного ковша.
Рисунок 10-10 Оборудование для электромагнитного индукционного нагрева промежуточного ковша грузоподъемностью 16 т
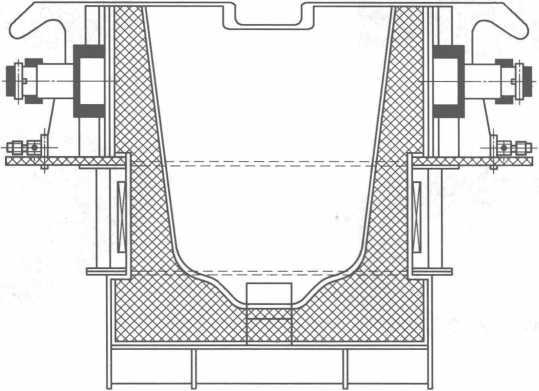
На рис. 10-11 представлена схема промежуточного ковша 14-тонного индукционного нагревательного оборудования.
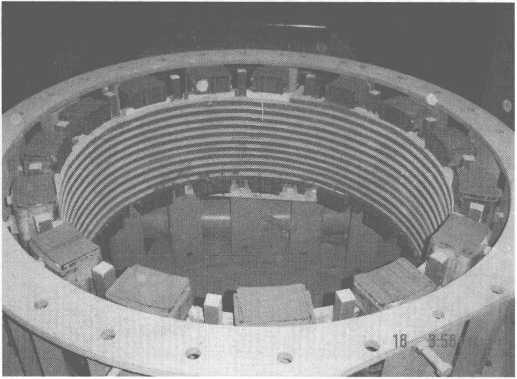
Рис. 10-11 Схема промежуточного ковша 14-тонного индукционного нагревательного оборудования