- 15
- Sep
مسلسل معدنیات سے متعلق ٹنڈش پگھلا ہوا اسٹیل انڈکشن ہیٹنگ کا سامان
مسلسل معدنیات سے متعلق tundish پگھلا ہوا سٹیل انڈکشن ہیٹنگ کا سامان
1 جائزہ
ٹنڈش پگھلے ہوئے اسٹیل انڈکشن ہیٹنگ آلات کی ٹیکنالوجی کو مسلسل کاسٹنگ ٹیکنالوجی کی ترقی، اسٹیل کے معیار کی ضروریات میں بہتری، توانائی کی بچت اور کھپت میں کمی کی ضرورت، اور بیرونی ریفائننگ اور مسلسل کاسٹنگ کے عمل کے ملاپ کے ساتھ تیار کیا گیا ہے۔ پگھلے ہوئے اسٹیل سپر ہیٹ کے AT پر مختلف اسٹیل کے درجات کی مختلف ضروریات ہوتی ہیں۔ موٹی پلیٹوں کے لیے، اندرونی دراڑوں اور ڈھیلے مرکز کو کم کرنے کے لیے، AT کم ہونا چاہیے (5~200T)؛ کولڈ رولڈ پتلی پلیٹوں کے لیے، سطح کا معیار اچھا ہونا ضروری ہے۔ زیادہ (15~300℃)۔ تاہم، اتار چڑھاؤ کو کم کرنے کے لیے پگھلے ہوئے اسٹیل کی سپر ہیٹ کو ایک خاص حد کے اندر مستحکم ہونا چاہیے۔ مسلسل کاسٹنگ پروڈکشن کی ہموار پیش رفت کو یقینی بنانے، نوزل کی رکاوٹ کو روکنے یا لیک ہونے والے حادثات کو روکنے، اور کاسٹ سلیب کے معیار کو یقینی بنانے کے لیے یہ ایک ضروری شرط ہے۔ ٹنڈش کے ہیٹنگ فنکشن میں اضافہ پگھلے ہوئے اسٹیل کی سپر ہیٹ کو مستحکم طور پر کنٹرول کرنا ممکن بناتا ہے۔ مختلف لاڈلوں کے پگھلے ہوئے اسٹیل کے درجہ حرارت میں اتار چڑھاؤ آتا ہے، جس کا مسلسل معدنیات سے متعلق عمل پر منفی اثر پڑتا ہے، اور ٹنڈش کو گرم کرنے سے کچھ حد تک اس کی تلافی ہو سکتی ہے۔ تاہم، یہ بتانا ضروری ہے کہ مستحکم پگھلے ہوئے اسٹیل سپر ہیٹ کو برقرار رکھنے کا انحصار بنیادی طور پر ٹیپ کرنے کے مناسب درجہ حرارت اور ٹیپ کرنے کے بعد ایڈجسٹمنٹ ڈھانچے پر ہوتا ہے، اور ٹنڈش ہیٹنگ صرف ایک اضافی کردار ادا کر سکتی ہے۔ اس کے باوجود، ٹنڈش میں پگھلے ہوئے سٹیل کو گرم کرنے اور کنٹرول کرنے پر ابھی بھی میٹالرجیکل کمیونٹی کی توجہ حاصل ہو رہی ہے۔ جاپان، ریاستہائے متحدہ، برطانیہ اور فرانس کی نمائندگی کرنے والے کچھ ممالک نے 1970 سے 1980 کی دہائی تک پگھلے ہوئے اسٹیل کی حرارتی ٹیکنالوجی پر پے در پے تحقیق کی ہے۔ جاپان کی کاواساکی کمپنی نے پہلی بار 1982 کے اوائل میں جاپانی پیٹنٹ تیار کیا اور حاصل کیا۔ فی الحال، ٹنڈش پگھلے ہوئے اسٹیل ہیٹنگ ٹیکنالوجی کو کامیابی کے ساتھ تیار کیا گیا ہے یا ترقی کے تحت عام طور پر فزیکل ہیٹنگ کا طریقہ اپناتا ہے۔ جسمانی حرارتی طریقہ میں، برقی توانائی کو حرارت کے ذریعہ کے طور پر استعمال کیا جاتا ہے اور برقی توانائی کے مطابق تبدیل کیا جاتا ہے۔ مختلف میکانزم میں تقسیم کیا جا سکتا ہے: برقی مقناطیسی انڈکشن ہیٹنگ کا سامان، پلازما ہیٹنگ، الیکٹرو سلاگ ہیٹنگ اور ڈی سی سیرامک ہیٹنگ ٹیکنالوجی۔
ٹنڈش انڈکشن ہیٹنگ آلات میں درج ذیل خصوصیات ہیں:
(1) تیز حرارتی رفتار اور اعلی برقی حرارتی کارکردگی؛
(2) کچھ اقسام میں ایک خاص برقی مقناطیسی ہلچل کا اثر بھی ہوتا ہے، جو شمولیتوں کو ہٹانے کے لیے سازگار ہوتا ہے۔
(3) عمل کے درجہ حرارت کو کنٹرول کرنا آسان ہے، اور سب سے اہم چیز یہ ہے کہ پگھلے ہوئے اسٹیل کی سپر ہیٹ کو زیادہ درست طریقے سے کنٹرول کیا جائے۔
(4) حرارتی طاقت ٹنڈش مائع کی سطح کی گہرائی سے محدود ہے۔ صرف اس صورت میں جب ٹنڈش میں پگھلا ہوا سٹیل ایک خاص گہرائی تک جمع ہو جائے، ہیٹنگ آسانی سے آگے بڑھ سکتی ہے۔
ٹنڈش انڈکشن ہیٹنگ آلات کی کئی اقسام ہیں:
(1) انڈکٹر کی قسم کے مطابق، اسے کور لیس انڈکشن ہیٹنگ آلات اور کورڈ انڈکشن ہیٹنگ آلات میں تقسیم کیا جاسکتا ہے۔
(2) انڈکٹر کی ساخت کے مطابق، اسے بڑھی ہوئی فالٹ کی قسم اور سرنگ کی قسم (نالی، پگھلی ہوئی خندق) انڈکشن حرارتی سامان میں تقسیم کیا جا سکتا ہے۔
(3) حرارتی حصے کے مطابق، یہ مقامی حرارتی اور مجموعی طور پر حرارتی میں تقسیم کیا جا سکتا ہے.
2 مسلسل کاسٹنگ ٹنڈش پگھلا ہوا سٹیل برقی مقناطیسی انڈکشن ہیٹنگ کا سامان
2. 1 ٹنڈش برقی مقناطیسی انڈکشن ہیٹنگ کا سامان افقی مسلسل کاسٹنگ مشین کے ساتھ مماثل ہے
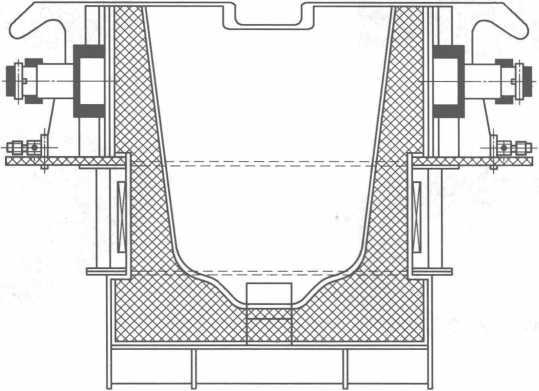
افقی مسلسل کاسٹنگ مشین کے ساتھ مماثل ٹنڈش برقی مقناطیسی انڈکشن ہیٹنگ آلات کو شکل 10-7 میں دکھایا گیا ہے۔
سٹینلیس سٹیل پلانٹ کی پیداوار کے عمل کی اب وضاحت کی گئی ہے۔

شکل 10-7 افقی مسلسل کاسٹنگ مشین کے ساتھ مماثل ٹنڈش برقی مقناطیسی انڈکشن ہیٹنگ کا سامان
 ہر قسم کے سٹینلیس سٹیل کے بیچ ہونے کے بعد، انہیں کرینوں کے ساتھ فیڈنگ ٹینک سے تین 5t انڈکشن فرنس میں لاد دیا جاتا ہے۔ اسکریپ اسٹیل کو مطلوبہ درجہ حرارت (تقریباً 1650 ° C) پر پگھلنے کے بعد، انڈکشن فرنس میں پگھلا ہوا اسٹیل لاڈل میں ڈالا جاتا ہے، اور پھر استعمال کیا جاتا ہے ٹرک پگھلے ہوئے اسٹیل کو 8t AOD فرنس میں ڈالتا ہے، جہاں اسے decarburization سے گزرنا پڑتا ہے، سلیگنگ، ڈیفاسفورائزیشن اور گندھک کو ہٹانا، اور مرکب مرکب کی ایڈجسٹمنٹ (بنیادی طور پر Cr، Ni)، اور پھر پگھلا ہوا اسٹیل (مرکب اور درجہ حرارت ضروریات کو پورا کرتا ہے) پگھلے ہوئے اسٹیل کو لاڈلے میں ڈالیں اور ڈالنے کے لیے کرین کا استعمال کریں۔ 8t برقی مقناطیسی انڈکشن حرارتی سامان کے لاڈلے میں پگھلا ہوا اسٹیل۔ حرارت کے تحفظ کے ذریعے گرم کیے گئے سٹینلیس سٹیل کے مائع کو افقی مسلسل کاسٹنگ مشین کے ذریعے کھینچ کر گول بار میں ڈالا جاتا ہے اور آخر میں تشکیل اور مونڈ کر کولنگ بیڈ میں دھکیل دیا جاتا ہے۔ .
ہر قسم کے سٹینلیس سٹیل کے بیچ ہونے کے بعد، انہیں کرینوں کے ساتھ فیڈنگ ٹینک سے تین 5t انڈکشن فرنس میں لاد دیا جاتا ہے۔ اسکریپ اسٹیل کو مطلوبہ درجہ حرارت (تقریباً 1650 ° C) پر پگھلنے کے بعد، انڈکشن فرنس میں پگھلا ہوا اسٹیل لاڈل میں ڈالا جاتا ہے، اور پھر استعمال کیا جاتا ہے ٹرک پگھلے ہوئے اسٹیل کو 8t AOD فرنس میں ڈالتا ہے، جہاں اسے decarburization سے گزرنا پڑتا ہے، سلیگنگ، ڈیفاسفورائزیشن اور گندھک کو ہٹانا، اور مرکب مرکب کی ایڈجسٹمنٹ (بنیادی طور پر Cr، Ni)، اور پھر پگھلا ہوا اسٹیل (مرکب اور درجہ حرارت ضروریات کو پورا کرتا ہے) پگھلے ہوئے اسٹیل کو لاڈلے میں ڈالیں اور ڈالنے کے لیے کرین کا استعمال کریں۔ 8t برقی مقناطیسی انڈکشن حرارتی سامان کے لاڈلے میں پگھلا ہوا اسٹیل۔ حرارت کے تحفظ کے ذریعے گرم کیے گئے سٹینلیس سٹیل کے مائع کو افقی مسلسل کاسٹنگ مشین کے ذریعے کھینچ کر گول بار میں ڈالا جاتا ہے اور آخر میں تشکیل اور مونڈ کر کولنگ بیڈ میں دھکیل دیا جاتا ہے۔ .
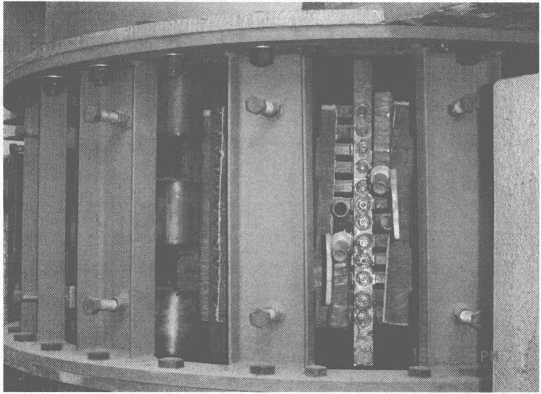
8t الیکٹرو میگنیٹک انڈکشن ہیٹنگ ایکویپمنٹ لاڈل کی فزیکل آبجیکٹ کو شکل 10-8 میں دکھایا گیا ہے۔
8t اور 14t ٹنڈش برقی مقناطیسی انڈکشن ہیٹنگ کا سامان، ٹنڈش انڈکشن ہیٹنگ کا سامان پگھلے ہوئے اسٹیل کے درجہ حرارت کو سختی اور درست طریقے سے کنٹرول کر سکتا ہے (غلطی کی حد صرف ±5~6℃ ہے)، اس طرح بلٹ کے معیار کو یقینی بناتا ہے۔ اس کے علاوہ، ٹنڈش کے درجہ حرارت کو ایڈجسٹ کرنے کا وقت بھی مناسب طریقے سے بڑھایا جا سکتا ہے، جس سے انڈکشن ہیٹنگ آلات کا اچھا اثر ظاہر ہوتا ہے۔
2. آرک مسلسل کاسٹنگ مشین کے انڈکشن ہیٹنگ آلات کا 2 ٹنڈش ڈیوائس
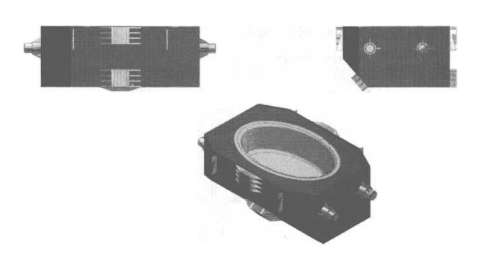
آرک مسلسل کاسٹنگ مشین کے انڈکشن ہیٹنگ آلات کا ٹنڈش ڈیوائس تصویر 10-9 میں دکھایا گیا ہے۔
آرک بلیٹ مسلسل کیسٹر برقی مقناطیسی انڈکشن حرارتی سامان کو اپنانے کے بعد، ٹیپنگ درجہ حرارت کو کم کیا جا سکتا ہے (مثال کے طور پر، یہ ہو سکتا ہے)
شکل 10-9 آرک مسلسل کاسٹنگ مشین کے انڈکشن ہیٹنگ کے آلات کا ٹنڈش ڈیوائس
1700 ° C سے 1650 ° C تک)، یہ نہ صرف اسٹیل بنانے والی فرنس لائننگ (کنورٹر، الیکٹرک آرک فرنس یا انڈکشن فرنس) کی زندگی کو بہتر بنانے میں مدد کرتا ہے، بلکہ مسلسل کاسٹنگ میں پگھلے ہوئے اسٹیل کے درجہ حرارت کو بھی مستحکم کرتا ہے اور مسلسل کاسٹنگ کے معیار کی ضمانت دیتا ہے۔ کاسٹنگ billets.
مندرجہ بالا تعارف کی بنیاد پر، یہ سمجھا جا سکتا ہے کہ مسلسل کاسٹنگ ٹنڈش میگنیٹک انڈکشن ہیٹنگ کا سامان توانائی کی بچت اور ماحول دوست ٹیکنالوجی ہے۔ اس ڈیوائس کو اپنانا میٹالرجیکل اداروں کے لیے نسبتاً مثالی تکنیکی تبدیلی کا منصوبہ ہے، اور یہ فروغ اور استعمال کے لائق ہے۔
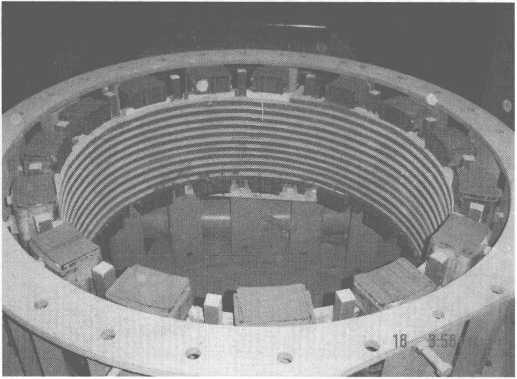
شکل 10-10 میں 16t ٹنڈش برقی مقناطیسی انڈکشن ہیٹنگ کا سامان دکھایا گیا ہے۔
شکل 10-10 16t ٹنڈش برقی مقناطیسی انڈکشن ہیٹنگ کا سامان
شکل 10-11 14t انڈکشن ہیٹنگ آلات کے ٹنڈش کا اسکیمیٹک خاکہ ہے۔
شکل 10-11 14t انڈکشن ہیٹنگ آلات کے ٹنڈش کا اسکیمیٹک خاکہ