- 15
- Sep
Kontinuerlig støping tundish smeltet stål induksjonsoppvarming utstyr
Kontinuerlig støping av smeltet stål utstyr til induksjonsvarme
1 Oversikt
Tundish smeltet stål induksjonsoppvarmingsutstyrsteknologi er utviklet med utviklingen av kontinuerlig støpingsteknologi, forbedring av stålkvalitetskrav, behovet for energisparing og forbruksreduksjon, og matching av eksterne raffinerings- og kontinuerlige støpeprosesser. Ulike stålkvaliteter har forskjellige krav til AT for overheting av smeltet stål. For tykke plater, for å redusere interne sprekker og løs senter, bør AT være lav (5~200T); for kaldvalsede tynnplater kreves det at overflaten har god kvalitet. Høyere (15~300 ℃). Imidlertid må den smeltede ståloverhetingen stabiliseres innenfor et visst område for å minimere fluktuasjoner. Dette er en nødvendig forutsetning for å sikre jevn fremdrift av kontinuerlig støpeproduksjon, forhindre dyseblokkering eller forhindre lekkasjeulykker og sikre kvaliteten på støpte plater. Forbedringen av oppvarmingsfunksjonen til trakten gjør det mulig å kontrollere overopphetingen av smeltet stål stabilt. Temperaturen på det smeltede stålet i forskjellige øse svinger, noe som har en negativ effekt på den kontinuerlige støpeprosessen, og oppvarmingen av trakten kan til en viss grad kompensere for det. Det må imidlertid påpekes at opprettholdelse av en stabil overhetning av smeltet stål i hovedsak avhenger av riktig tappetemperatur og justeringsstrukturen etter tapping, og traktoppvarmingen kan bare spille en tilleggsrolle. Likevel får oppvarming og kontroll av smeltet stål i trakten fortsatt oppmerksomhet fra det metallurgiske miljøet. Noen land representert ved Japan, USA, Storbritannia og Frankrike har suksessivt utført forskning på oppvarmingsteknologi for smeltet stål fra 1970- til 1980-tallet. Japans Kawasaki Company utviklet og oppnådde først et japansk patent så tidlig som i 1982. For øyeblikket bruker den smeltede stålvarmeteknologien som er utviklet eller under utvikling, vanligvis den fysiske oppvarmingsmetoden. I den fysiske oppvarmingsmetoden brukes elektrisk energi som varmekilde og omdannes i henhold til den elektriske energien. Ulike mekanismer kan deles inn i: elektromagnetisk induksjonsoppvarmingsutstyr, plasmaoppvarming, elektroslaggoppvarming og DC keramisk oppvarmingsteknologi.
Tundish induksjonsoppvarmingsutstyr har følgende egenskaper:
(1) Rask oppvarmingshastighet og høy elektrisk oppvarmingseffektivitet;
(2) Noen typer har også en viss elektromagnetisk røreeffekt, som bidrar til å fjerne inneslutninger;
(3) Prosesstemperaturen er lett å kontrollere, og det viktigste er å kontrollere overopphetingen til det smeltede stålet mer nøyaktig;
(4) Varmeeffekten er begrenset av dybden på væskenivået i trakten. Først når det smeltede stålet i trakten samler seg til en viss dybde, kan oppvarmingen forløpe jevnt.
Det finnes flere typer utstyr for induksjonsoppvarming i trakten:
(1) I henhold til typen induktor kan den deles inn i kjerneløst induksjonsoppvarmingsutstyr og kjerneinduksjonsoppvarmingsutstyr;
(2) I henhold til strukturen til induktoren kan den deles inn i økt feiltype og tunneltype (rille, smeltet grøft) induksjonsoppvarmingsutstyr;
(3) I henhold til oppvarmingsdelen kan den deles inn i lokal oppvarming og generell oppvarming.
2 Kontinuerlig støping tundish smeltet stål elektromagnetisk induksjonsoppvarming utstyr enhet
2. 1 Tundish elektromagnetisk induksjonsoppvarmingsutstyr matchet med horisontal kontinuerlig støpemaskin
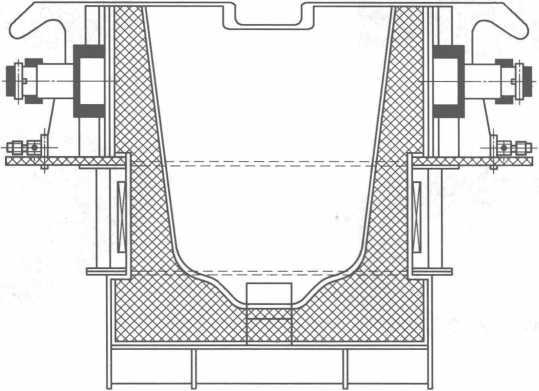
Det elektromagnetiske induksjonsoppvarmingsutstyret i trakten som er tilpasset den horisontale kontinuerlige støpemaskinen er vist i figur 10-7.
Produksjonsprosessen til et rustfritt stålverk er nå forklart.

Figur 10-7 Tundish elektromagnetisk induksjonsoppvarmingsutstyr matchet med horisontal kontinuerlig støpemaskin
 Etter at alle typer rustfritt stål er satt sammen, blir de lastet inn i tre 5t induksjonsovner fra fôringstanken med kraner. Etter at skrapstålet er smeltet til ønsket temperatur (ca. 1650°C), helles det smeltede stålet i induksjonsovnen i øsen, og brukes deretter. Lastebilen heller det smeltede stålet inn i 8t AOD-ovnen, hvor det gjennomgår avkarbonisering, slagging, defosforisering og svovelfjerning, og justering av legeringssammensetningen (hovedsakelig Cr, Ni), og deretter smeltet stål (sammensetningen og temperaturen oppfyller kravene) Legg det smeltede stålet i øsen i øsen og bruk kranen til å helle det smeltede stålet i øsen inn i øsen til 8t elektromagnetisk induksjonsoppvarmingsutstyr. Den rustfrie stålvæsken oppvarmet ved varmekonservering trekkes og støpes inn i en rundstang av en horisontal kontinuerlig støpemaskin og til slutt dyttes inn i kjølelaget ved forming og skjæring. .
Etter at alle typer rustfritt stål er satt sammen, blir de lastet inn i tre 5t induksjonsovner fra fôringstanken med kraner. Etter at skrapstålet er smeltet til ønsket temperatur (ca. 1650°C), helles det smeltede stålet i induksjonsovnen i øsen, og brukes deretter. Lastebilen heller det smeltede stålet inn i 8t AOD-ovnen, hvor det gjennomgår avkarbonisering, slagging, defosforisering og svovelfjerning, og justering av legeringssammensetningen (hovedsakelig Cr, Ni), og deretter smeltet stål (sammensetningen og temperaturen oppfyller kravene) Legg det smeltede stålet i øsen i øsen og bruk kranen til å helle det smeltede stålet i øsen inn i øsen til 8t elektromagnetisk induksjonsoppvarmingsutstyr. Den rustfrie stålvæsken oppvarmet ved varmekonservering trekkes og støpes inn i en rundstang av en horisontal kontinuerlig støpemaskin og til slutt dyttes inn i kjølelaget ved forming og skjæring. .
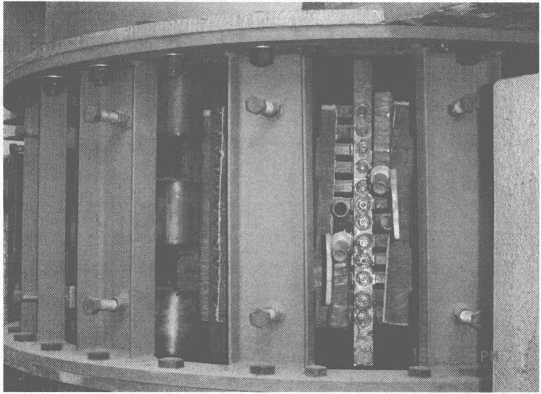
Det fysiske objektet til 8t elektromagnetisk induksjonsoppvarmingsutstyr er vist i figur 10-8.
8t og 14t tundish elektromagnetisk induksjonsoppvarmingsutstyr, tundish induksjonsvarmeutstyret kan strengt og nøyaktig kontrollere temperaturen på det smeltede stålet (feilområdet er bare ±5~6 ℃), og dermed sikre kvaliteten på billetten. I tillegg kan temperaturjusteringstiden til trakten også forlenges på passende måte, noe som viser den gode effekten av induksjonsvarmeutstyr.
2. 2 Tundish enhet av induksjonsoppvarming utstyr av bue kontinuerlig støping maskin
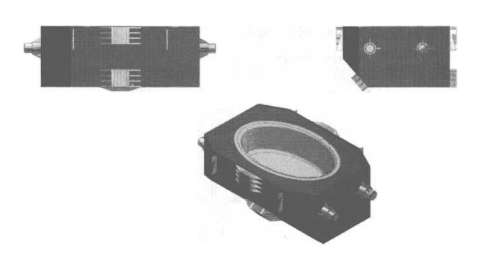
Beholderenheten til induksjonsoppvarmingsutstyret til lysbue kontinuerlig støpemaskin er vist i figur 10-9.
Etter at det kontinuerlige støpejernet har tatt i bruk trakten for elektromagnetisk induksjonsoppvarmingsutstyr, kan tappetemperaturen senkes (det kan for eksempel
Figur 10-9 Tundish-enhet for induksjonsvarmeutstyr til lysbue kontinuerlig støpemaskin
Fra 1700 °C til 1650 °C) bidrar dette ikke bare til å forbedre levetiden til stålovnsforingen (konverter, lysbueovn eller induksjonsovn), men stabiliserer også temperaturen på smeltet stål i kontinuerlig støping og garanterer kvaliteten på kontinuerlig støping. støping av emner.
Basert på introduksjonen ovenfor, kan det betraktes at kontinuerlig støping av magnetisk induksjonsoppvarmingsutstyr er en ny energibesparende og miljøvennlig teknologi. Adopsjonen av denne enheten er et relativt ideelt teknologisk transformasjonsprosjekt for metallurgiske bedrifter, og det er verdig å promotere og bruke.
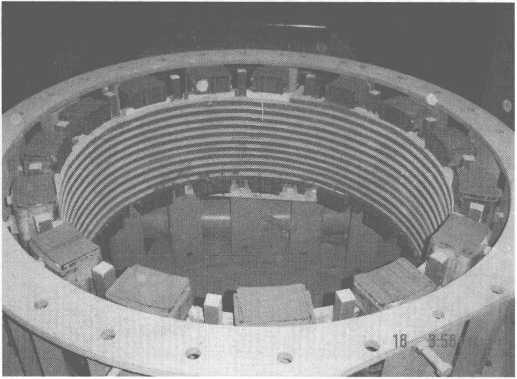
Figur 10-10 viser utstyret for elektromagnetisk induksjonsoppvarming på 16 t.
Figur 10-10 16t trakt elektromagnetisk induksjonsvarmeutstyr
Figur 10-11 er et skjematisk diagram av trakten til 14t induksjonsvarmeutstyr.
Figur 10-11 Skjematisk diagram av trakten til 14t induksjonsvarmeutstyr