- 15
- Sep
پرله پسې کاسټینګ د تودوخې فولادو انډکشن تودوخې تجهیزات
Continuous casting tundish molten steel د انډول تودوخې تجهیزات
د 1 کتنه
د توندل شوي فولادو انډکشن تودوخې تجهیزاتو ټیکنالوژي د دوامداره کاسټ کولو ټیکنالوژۍ پرمختګ سره رامینځته شوې ، د فولادو کیفیت اړتیاو ته وده ورکول ، د انرژي سپمولو او مصرف کمولو اړتیا ، او د بهرني تصفیه کولو او دوامداره کاسټینګ پروسو سره سمون لري. د فولادو مختلف درجې د پړسیدلي سټیل سوپر هیټ په AT کې مختلف اړتیاوې لري. د موټی پلیټونو لپاره، د داخلي درزونو او نرم مرکز کمولو لپاره، AT باید ټیټ وي (5~200T)؛ د سړه رول شوي پتلي تختو لپاره، سطح اړین دی چې ښه کیفیت ولري. لوړ (15 ~ 300 ℃). په هرصورت، د فولادو سوپر حرارت باید په یو ټاکلی حد کې ثبات شي ترڅو د بدلونونو کمولو لپاره. دا یو اړین شرط دی ترڅو د دوامداره کاسټینګ تولید اسانه پرمختګ ډاډمن کړي ، د نوزل بندیدو مخه ونیسي یا د لیک کیدو پیښو مخه ونیسي ، او د کاسټ سلیبونو کیفیت ډاډمن کړي. د تونډش د تودوخې فعالیت ته وده ورکول د دې امکان رامینځته کوي چې د تودوخې سټیل سوپر حرارت په ثابت ډول کنټرول کړي. د بېلا بېلو لوښو د تودوخې فولادو تودوخه بدلون مومي، کوم چې د دوامداره کاسټ کولو پروسې باندې منفي اغیزه لري، او د تودوخې تودوخه کولی شي یو څه تاوان ورکړي. په هرصورت، دا باید په ګوته شي چې د مستحکم فولادو سوپر حرارت ساتل په عمده ډول د نل کولو مناسب تودوخې او د نل کولو وروسته د تنظیم کولو جوړښت پورې اړه لري، او د تودوخې تودوخه یوازې اضافي رول لوبولی شي. سره له دې، په تونډش کې د فولادو تودوخه او کنټرول لا تر اوسه د فلزولوژیک ټولنې پاملرنه ترلاسه کوي. ځینې هیوادونه چې د جاپان، متحده ایالاتو، انګلستان او فرانسې لخوا نمایندګي کوي د 1970 څخه تر 1980 کلونو پورې په پرله پسې توګه د تودوخې فولادو تودوخې ټیکنالوژۍ په اړه څیړنې ترسره کړي. د جاپان کاواساکي شرکت د لومړي ځل لپاره په 1982 کې جاپاني پیټینټ رامینځته کړ او ترلاسه کړ. اوس مهال د تودوخې فولادو تودوخې ټیکنالوژي په بریالیتوب سره وده کړې یا د پراختیا لاندې ده معمولا د فزیکي تودوخې میتود غوره کوي. د فزیکي تودوخې میتود کې، بریښنا انرژي د تودوخې سرچینې په توګه کارول کیږي او د بریښنا انرژي سره سم بدلیږي. مختلف میکانیزمونه ویشل کیدی شي: د برقی مقناطیسي انډکشن تودوخې تجهیزات، د پلازما تودوخې، الیکٹروسلګ حرارتی او د DC سیرامیک تودوخې ټیکنالوژي.
د تونډش انډکشن تودوخې تجهیزات لاندې ځانګړتیاوې لري:
(1) د تودوخې ګړندۍ سرعت او د بریښنایی تودوخې لوړ موثریت؛
(2) ځینې ډولونه یو ځانګړی برقی مقناطیسي محرک اغیزه هم لري، کوم چې د شاملولو لرې کولو لپاره مناسب دی؛
(3) د پروسې تودوخې کنټرول کول اسانه دي، او ترټولو مهمه خبره دا ده چې په سمه توګه د تودوخې فولادو تودوخه کنټرول کړئ؛
(4) د تودوخې ځواک د تونډش مایع کچې ژوروالي پورې محدود دی. یوازې هغه وخت چې په تونډش کې غوړ شوي فولاد یو ټاکلي ژور ته راټول شي، تودوخه په اسانۍ سره پرمخ ځي.
د تندش انډکشن تودوخې تجهیزاتو ډیری ډولونه شتون لري:
(1) د انډکټر ډول سره سم ، دا د کور بې انډکشن تودوخې تجهیزاتو او کورډ انډکشن تودوخې تجهیزاتو ویشل کیدی شي؛
(2) د انډکټر د جوړښت له مخې، دا د زیاتوالي د غلطۍ ډول او د تونل ډول (نلي، خندق) د انډکشن تودوخې تجهیزاتو ویشل کیدی شي؛
(3) د تودوخې برخې له مخې، دا د محلي تودوخې او ټولیز تودوخې ویشل کیدی شي.
2 پرله پسې کاسټینګ تندلش فولادو بریښنایی مقناطیسي انډکشن تودوخې تجهیزاتو وسیله
2. 1 د تندش بریښنایی مقناطیسي انډکشن تودوخې تجهیزات د افقی دوامداره کاسټینګ ماشین سره سمون لري
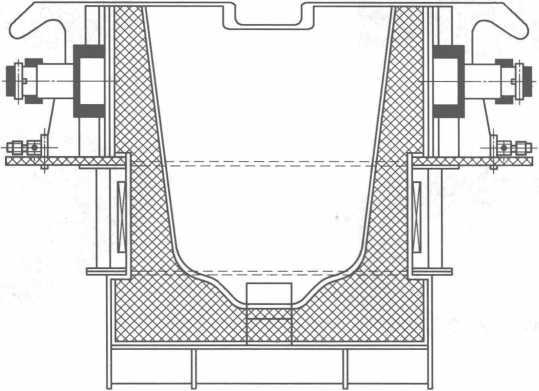
د تندش بریښنایی مقناطیسي انډکشن تودوخې تجهیزات چې د افقی دوامداره کاسټینګ ماشین سره سمون لري په 10-7 شکل کې ښودل شوي.
د سټینلیس سټیل پلانټ تولید پروسه اوس تشریح شوې.

شکل 10-7 د تونډش بریښنایی مقناطیسي انډکشن تودوخې تجهیزات د افقی دوامداره کاسټینګ ماشین سره سمون لري
 وروسته له دې چې هر ډول سټینلیس فولادو بسته بندي شي، دوی د کرینونو سره د تغذیې ټانک څخه په دریو 5t انډکشن فرنسونو کې بار شوي. وروسته له دې چې سکریپ فولاد د اړتیا وړ تودوخې (شاوخوا 1650 درجې سانتي ګراد) ته وخوړل شي، د انډکشن فرنس کې غوړ شوی فولاد په لامبو کې اچول کیږي، او بیا کارول کیږي، لارۍ د 8t AOD فرنس ته رسوي، چیرته چې دا د ډیکربریزیشن څخه تیریږي، سلیګ کول، ډیفاسفورائزیشن او سلفر لیرې کول، او د مصر د ترکیب تنظیم کول (په عمده توګه Cr، Ni)، او بیا وروسته پړسیدلی فولاد (ترکیب او تودوخه اړتیاوې پوره کوي) په لامبو کې پړسیدلي فولاد په لیډل کې واچوئ او د کرین څخه کار واخلئ. د 8t الکترومقناطیسي انډکشن تودوخې تجهیزاتو په سرک کې پړسیدلي فولاد. د سټینلیس سټیل مایع چې د تودوخې محافظت لخوا تودوخه کیږي د افقی دوامداره کاسټینګ ماشین لخوا په ګردي بار کې راښکته کیږي او په پای کې د جوړولو او شین کولو له لارې یخ بسته کې اچول کیږي. .
وروسته له دې چې هر ډول سټینلیس فولادو بسته بندي شي، دوی د کرینونو سره د تغذیې ټانک څخه په دریو 5t انډکشن فرنسونو کې بار شوي. وروسته له دې چې سکریپ فولاد د اړتیا وړ تودوخې (شاوخوا 1650 درجې سانتي ګراد) ته وخوړل شي، د انډکشن فرنس کې غوړ شوی فولاد په لامبو کې اچول کیږي، او بیا کارول کیږي، لارۍ د 8t AOD فرنس ته رسوي، چیرته چې دا د ډیکربریزیشن څخه تیریږي، سلیګ کول، ډیفاسفورائزیشن او سلفر لیرې کول، او د مصر د ترکیب تنظیم کول (په عمده توګه Cr، Ni)، او بیا وروسته پړسیدلی فولاد (ترکیب او تودوخه اړتیاوې پوره کوي) په لامبو کې پړسیدلي فولاد په لیډل کې واچوئ او د کرین څخه کار واخلئ. د 8t الکترومقناطیسي انډکشن تودوخې تجهیزاتو په سرک کې پړسیدلي فولاد. د سټینلیس سټیل مایع چې د تودوخې محافظت لخوا تودوخه کیږي د افقی دوامداره کاسټینګ ماشین لخوا په ګردي بار کې راښکته کیږي او په پای کې د جوړولو او شین کولو له لارې یخ بسته کې اچول کیږي. .
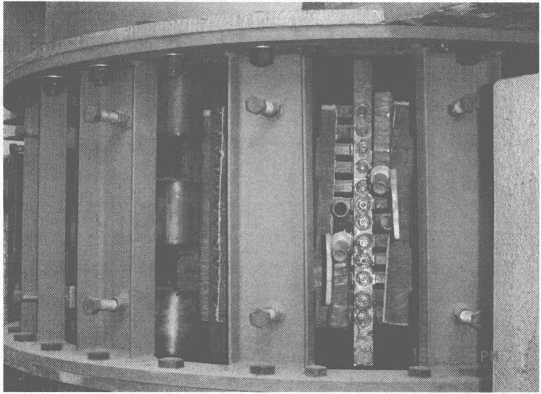
د 8t الکترومقناطیسي انډکشن تودوخې تجهیزاتو لیډل فزیکي څیز په 10-8 شکل کې ښودل شوی.
د 8t او 14t تونډش بریښنایی مقناطیسي انډکشن تودوخې تجهیزات ، د تونډش انډکشن تودوخې تجهیزات کولی شي د تودوخې تودوخې په کلکه او دقیق ډول کنټرول کړي (د خطا حد یوازې ± 5 ~ 6 ℃ دی) ، پدې توګه د بیلټ کیفیت ډاډمن کوي. سربیره پردې ، د تودوخې د تودوخې تنظیم کولو وخت هم په مناسب ډول غزیدلی شي ، د انډکشن تودوخې تجهیزاتو ښه اغیزه ښیې.
2. د آرک دوامداره کاسټینګ ماشین د انډکشن تودوخې تجهیزاتو 2 تونډش وسیله
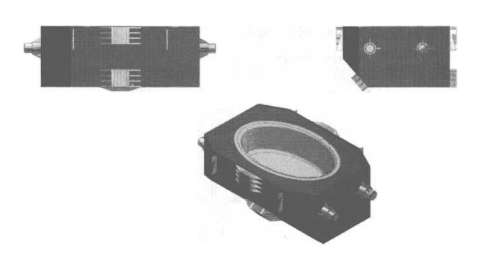
د آرک پرله پسې کاسټینګ ماشین د انډکشن تودوخې تجهیزاتو ټنډش وسیله په 10-9 شکل کې ښودل شوې.
وروسته له دې چې د آرک بیلیټ پرله پسې کاسټر د بریښنایی مقناطیسي انډکشن تودوخې تجهیزات تندش غوره کوي ، د نل کولو تودوخې ټیټ کیدی شي (د مثال په توګه ، دا کیدی شي)
شکل 10-9 د آرک دوامداره کاسټینګ ماشین د انډکشن تودوخې تجهیزاتو تونډیش وسیله
د 1700 ° C څخه تر 1650 ° C پورې)، دا نه یوازې د فولاد جوړونې فرنس استر (کنورټر، بریښنایی آرک فرنس یا انډکشن فرنس) ژوند ښه کولو کې مرسته کوي، بلکې په دوامداره کاسټ کولو کې د تودوخې فولادو تودوخه هم ثبات کوي او د دوامدار کیفیت تضمین کوي. casting billets.
د پورتنۍ پیژندنې پراساس ، دا په پام کې نیول کیدی شي چې د دوامداره کاسټینګ ټنډیش مقناطیسي انډکشن تودوخې تجهیزات د انرژي سپمولو او چاپیریال سره دوستانه ټیکنالوژي ده. د دې وسیلې پلي کول د فلزاتو تصدیو لپاره نسبتا غوره ټیکنالوژیکي بدلون پروژه ده ، او دا د ودې او کارولو وړ ده.
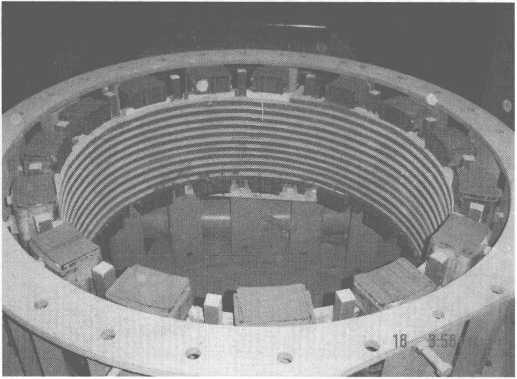
شکل 10-10 د 16t تونډش بریښنایی مقناطیسي انډکشن تودوخې تجهیزات ښیې.
شکل 10-10 16t تندش برقی مقناطیسي انډکشن تودوخې تجهیزات
شکل 10-11 د 14t انډکشن تودوخې تجهیزاتو د تونډش سکیماتیک ډیاګرام دی.
شکل 10-11 د 14t انډکشن تودوخې تجهیزاتو د تونډش سکیمیک ډیاګرام