- 15
- Sep
අඛණ්ඩ වාත්තු tundish උණු වානේ induction උණුසුම් උපකරණ
Continuous casting tundish molten steel ප්රේරක තාපන උපකරණ
1 දළ විශ්ලේෂණය
අඛණ්ඩ වාත්තු තාක්ෂණයේ ප්රගතිය, වානේ තත්ත්ව අවශ්යතා වැඩිදියුණු කිරීම, බලශක්ති ඉතිරිකිරීමේ සහ පරිභෝජනය අඩු කිරීමේ අවශ්යතාවය සහ බාහිර පිරිපහදු සහ අඛණ්ඩ වාත්තු ක්රියාවලීන්ගේ ගැලපීම සමඟ Tundish උණු කළ වානේ ප්රේරක තාපන උපකරණ තාක්ෂණය සංවර්ධනය කර ඇත. උණු කළ වානේ සුපිරි තාප AT මත විවිධ වානේ ශ්රේණිවලට විවිධ අවශ්යතා ඇත. ඝන තහඩු සඳහා, අභ්යන්තර ඉරිතැලීම් සහ ලිහිල් මධ්යස්ථානය අඩු කිරීම සඳහා, AT අඩු විය යුතුය (5 ~ 200T); සීතල-රෝල් කරන ලද තුනී තහඩු සඳහා, මතුපිට හොඳ තත්ත්වයේ තිබිය යුතුය. ඉහළ (15~300℃). කෙසේ වෙතත්, උච්චාවචනයන් අවම කිරීම සඳහා උණු කරන ලද වානේ සුපිරි තාපය නිශ්චිත පරාසයක් තුළ ස්ථාවර කළ යුතුය. අඛණ්ඩ වාත්තු නිෂ්පාදනයේ සුමට ප්රගතිය සහතික කිරීම, තුණ්ඩ අවහිර වීම වැළැක්වීම හෝ කාන්දු වන අනතුරු වැළැක්වීම සහ වාත්තු ස්ලැබ්වල ගුණාත්මකභාවය සහතික කිරීම සඳහා මෙය අවශ්ය කොන්දේසියකි. ටුන්ඩිෂ්හි තාපන ක්රියාකාරිත්වය වැඩි දියුණු කිරීම මඟින් උණු කළ වානේවල අධි තාපය ස්ථාවර ලෙස පාලනය කිරීමට හැකි වේ. විවිධ ලෑලි වල උණු කළ වානේවල උෂ්ණත්වය උච්චාවචනය වන අතර, එය අඛණ්ඩ වාත්තු ක්රියාවලියට අහිතකර බලපෑමක් ඇති කරයි, සහ ටන්ඩිෂ් උණුසුම් කිරීම යම් දුරකට වන්දි ලබා ගත හැකිය. කෙසේ වෙතත්, ස්ථායී උණු කළ වානේ සුපිරි තාපයක් පවත්වා ගැනීම ප්රධාන වශයෙන් රඳා පවතින්නේ නිසි තට්ටු කිරීමේ උෂ්ණත්වය සහ තට්ටු කිරීමෙන් පසු ගැලපුම් ව්යුහය මත වන අතර තුණ්ඩිෂ් උණුසුම අතිරේක කාර්යභාරයක් පමණක් ඉටු කළ හැකි බව පෙන්වා දිය යුතුය. එසේ වුවද, ටුන්ඩිෂ් හි උණු කළ වානේ රත් කිරීම සහ පාලනය කිරීම තවමත් ලෝහ විද්යා ප්රජාවේ අවධානයට ලක්ව ඇත. ජපානය, එක්සත් ජනපදය, එක්සත් රාජධානිය සහ ප්රංශය නියෝජනය කරන සමහර රටවල් 1970 ගණන්වල සිට 1980 ගණන්වල සිට තුණ්ඩිෂ් උණු කළ වානේ තාපන තාක්ෂණය පිළිබඳ පර්යේෂණ අනුපිළිවෙලින් සිදු කර ඇත. ජපානයේ Kawasaki සමාගම ප්රථම වරට ජපන් පේටන්ට් බලපත්රයක් ලබා ගත්තේ 1982 තරම් ඈත කාලයේය. වර්තමානයේදී, tundish molten steel තාපන තාක්ෂණය සාර්ථකව වර්ධනය වී හෝ සංවර්ධනය වෙමින් පවතින අතර සාමාන්යයෙන් භෞතික රත් කිරීමේ ක්රමය අනුගමනය කරයි. භෞතික තාපන ක්රමයේදී විදුලි ශක්තිය තාප ප්රභවය ලෙස භාවිතා කරන අතර විද්යුත් ශක්තියට අනුව පරිවර්තනය වේ. විවිධ යාන්ත්රණ වලට බෙදිය හැකිය: විද්යුත් චුම්භක ප්රේරක තාපන උපකරණ, ප්ලාස්මා උණුසුම, විද්යුත් ලැග් උණුසුම සහ DC සෙරමික් තාපන තාක්ෂණය.
Tundish induction තාපන උපකරණ පහත ලක්ෂණ ඇත:
(1) වේගවත් තාපන වේගය සහ ඉහළ විදුලි තාපන කාර්යක්ෂමතාව;
(2) සමහර වර්ගවල යම් විද්යුත් චුම්භක ආලෝළන බලපෑමක් ද ඇත, එය ඇතුළත් කිරීම් ඉවත් කිරීමට හිතකර වේ;
(3) ක්රියාවලිය උෂ්ණත්වය පාලනය කිරීමට පහසු වන අතර, වඩාත්ම වැදගත් දෙය වන්නේ උණු කරන ලද වානේ අධි තාපනය වඩාත් නිවැරදිව පාලනය කිරීමයි;
(4) තාපන බලය තුණ්ඩිෂ් දියර මට්ටමේ ගැඹුරින් සීමා වේ. ටන්ඩිෂ් වල උණු කළ වානේ යම් ගැඹුරකට එකතු වූ විට පමණක්, උණුසුම සුමටව ඉදිරියට යා හැකිය.
ටුන්ඩිෂ් ප්රේරක තාපන උපකරණ වර්ග කිහිපයක් තිබේ:
(1) ප්රේරක වර්ගය අනුව, එය coreless induction heating උපකරණ සහ cored induction heating උපකරණ ලෙස බෙදිය හැකිය;
(2) ප්රේරකයේ ව්යුහයට අනුව, එය වැඩි වූ දෝෂ වර්ගය සහ උමං වර්ගය (වලක්, උණු කළ අගල්) ප්රේරක තාපන උපකරණ ලෙස බෙදිය හැකිය;
(3) උනුසුම් කොටස අනුව, එය දේශීය උණුසුම සහ සමස්ත උණුසුම ලෙස බෙදිය හැකිය.
2 අඛණ්ඩ වාත්තු ටන්ඩිෂ් උණු කරන ලද වානේ විද්යුත් චුම්භක ප්රේරණ තාපන උපකරණ උපාංගය
2. 1 තිරස් අඛණ්ඩ වාත්තු යන්ත්රය සමඟ ගැළපෙන තුණ්ඩිෂ් විද්යුත් චුම්භක ප්රේරණ තාපන උපකරණ
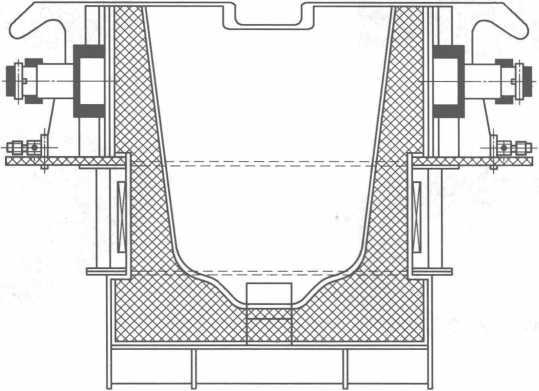
තිරස් අඛණ්ඩ වාත්තු යන්ත්රය සමඟ ගැලපෙන tundish විද්යුත් චුම්භක ප්රේරණය තාපන උපකරණ රූප සටහන 10-7 හි දැක්වේ.
මල නොබැඳෙන වානේ කම්හලක නිෂ්පාදන ක්රියාවලිය දැන් පැහැදිලි කර ඇත.

රූප සටහන 10-7 තිරස් අඛණ්ඩ වාත්තු යන්ත්රය සමඟ ගැලපෙන Tundish විද්යුත් චුම්භක ප්රේරණ තාපන උපකරණ
 සියලුම වර්ගයේ මල නොබැඳෙන වානේ බැච් කළ පසු, ඒවා දොඹකර සහිත පෝෂක ටැංකියේ සිට 5 ට ප්රේරක ඌෂ්මක තුනකට පටවනු ලැබේ. ඉවතලන වානේ අවශ්ය උෂ්ණත්වයට (1650 ° C පමණ) උණු කළ පසු, ප්රේරක උදුනේ ඇති උණු කළ වානේ ලෑල්ලට වත් කරනු ලැබේ, ඉන්පසු ට්රක් රථය උණු කළ වානේ 8t AOD උදුනට වත් කරයි, එහිදී එය decarburization වලට භාජනය වේ. slagging, dephosphorization සහ සල්ෆර් ඉවත් කිරීම, සහ මිශ්ර ලෝහ සංයුතිය සකස් කිරීම (ප්රධාන වශයෙන් Cr, Ni), පසුව උණු කළ වානේ (සංයුතිය සහ උෂ්ණත්වය අවශ්යතා සපුරාලයි) ලෑල්ලේ ඇති උණු කළ වානේ ලෑල්ලට දමා දොඹකරය භාවිතා කරන්න. 8t විද්යුත් චුම්භක ප්රේරණය තාපන උපකරණයේ ලෑල්ල තුළට උණු කළ වානේ. තාප සංරක්ෂණය මගින් රත් කරන ලද මල නොබැඳෙන වානේ ද්රවය තිරස් අඛණ්ඩ වාත්තු යන්ත්රයකින් වටකුරු තීරුවකට ඇද දමා අවසානයේ සිසිලන ඇඳට සාදමින් සහ කැපීමෙන් තල්ලු කරනු ලැබේ. .
සියලුම වර්ගයේ මල නොබැඳෙන වානේ බැච් කළ පසු, ඒවා දොඹකර සහිත පෝෂක ටැංකියේ සිට 5 ට ප්රේරක ඌෂ්මක තුනකට පටවනු ලැබේ. ඉවතලන වානේ අවශ්ය උෂ්ණත්වයට (1650 ° C පමණ) උණු කළ පසු, ප්රේරක උදුනේ ඇති උණු කළ වානේ ලෑල්ලට වත් කරනු ලැබේ, ඉන්පසු ට්රක් රථය උණු කළ වානේ 8t AOD උදුනට වත් කරයි, එහිදී එය decarburization වලට භාජනය වේ. slagging, dephosphorization සහ සල්ෆර් ඉවත් කිරීම, සහ මිශ්ර ලෝහ සංයුතිය සකස් කිරීම (ප්රධාන වශයෙන් Cr, Ni), පසුව උණු කළ වානේ (සංයුතිය සහ උෂ්ණත්වය අවශ්යතා සපුරාලයි) ලෑල්ලේ ඇති උණු කළ වානේ ලෑල්ලට දමා දොඹකරය භාවිතා කරන්න. 8t විද්යුත් චුම්භක ප්රේරණය තාපන උපකරණයේ ලෑල්ල තුළට උණු කළ වානේ. තාප සංරක්ෂණය මගින් රත් කරන ලද මල නොබැඳෙන වානේ ද්රවය තිරස් අඛණ්ඩ වාත්තු යන්ත්රයකින් වටකුරු තීරුවකට ඇද දමා අවසානයේ සිසිලන ඇඳට සාදමින් සහ කැපීමෙන් තල්ලු කරනු ලැබේ. .
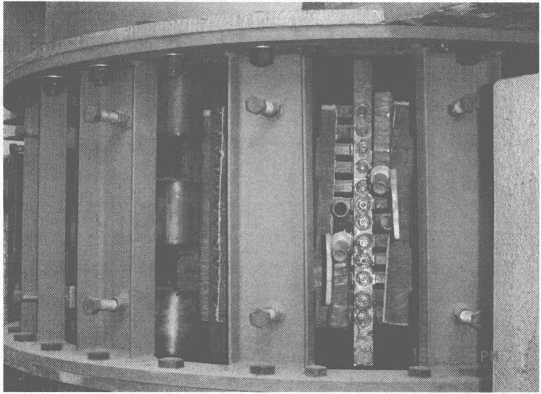
8t විද්යුත් චුම්භක ප්රේරණය තාපන උපකරණ ලෑල්ලේ භෞතික වස්තුව රූප සටහන 10-8 හි දැක්වේ.
8t සහ 14t tundish විද්යුත් චුම්භක ප්රේරණ තාපන උපකරණ, tundish induction තාපන උපකරණ මගින් උණු කරන ලද වානේවල උෂ්ණත්වය දැඩි ලෙස සහ නිවැරදිව පාලනය කළ හැකිය (දෝෂ පරාසය ±5 ~ 6℃ පමණි), එමඟින් බිලට් වල ගුණාත්මකභාවය සහතික කෙරේ. මීට අමතරව, ටුන්ඩිෂ්හි උෂ්ණත්ව ගැලපුම් කාලය ද නිසි ලෙස දිගු කළ හැකි අතර, ඉන්ඩක්ෂන් තාපන උපකරණවල හොඳ බලපෑම පෙන්නුම් කරයි.
2. 2 චාප අඛණ්ඩ වාත්තු යන්ත්රයේ induction උණුසුම් උපකරණවල Tundish උපාංගය
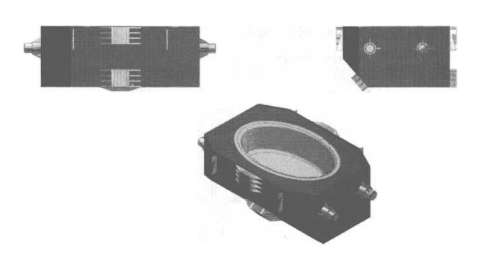
චාප අඛණ්ඩ වාත්තු යන්ත්රයේ induction රත් කිරීමේ උපකරණයේ tundish උපාංගය රූප සටහන 10-9 හි දැක්වේ.
චාප බිල්ට් අඛණ්ඩ වාත්තු යන්ත්රය විද්යුත් චුම්භක ප්රේරණය තාපන උපකරණ ටුන්ඩිෂ් භාවිතා කිරීමෙන් පසුව, තට්ටු කිරීමේ උෂ්ණත්වය අඩු කළ හැකිය (උදාහරණයක් ලෙස, එය විය හැකිය.
රූපය 10-9 චාප අඛණ්ඩ වාත්තු යන්ත්රයේ ප්රේරක තාපන උපකරණවල ටුන්ඩිෂ් උපාංගය
1700°C සිට 1650°C දක්වා), මෙය වානේ සාදන උදුනේ (පරිවර්තකය, විද්යුත් චාප උදුන හෝ ප්රේරක උදුන) ආයු කාලය වැඩි දියුණු කිරීමට පමණක් නොව, අඛණ්ඩ වාත්තු කිරීමේදී උණු කළ වානේවල උෂ්ණත්වය ස්ථාවර කර අඛණ්ඩව ගුණාත්මක බව සහතික කරයි. වාත්තු බිල්පත්.
ඉහත හැඳින්වීම මත පදනම්ව, අඛණ්ඩ වාත්තු ටන්ඩිෂ් චුම්බක ප්රේරණය තාපන උපකරණ නව බලශක්ති ඉතිරිකිරීමේ සහ පරිසර හිතකාමී තාක්ෂණයක් බව සැලකිය හැකිය. මෙම උපාංගය භාවිතා කිරීම ලෝහමය ව්යවසායන් සඳහා සාපේක්ෂ පරමාදර්ශී තාක්ෂණික පරිවර්තන ව්යාපෘතියක් වන අතර, එය ප්රවර්ධනය සහ භාවිතය සඳහා සුදුසු වේ.
රූප සටහන 10-10 පෙන්නුම් කරන්නේ 16t tundish විද්යුත් චුම්භක ප්රේරණය තාපන උපකරණ.
රූපය 10-10 16t tundish විද්යුත් චුම්භක ප්රේරණය උණුසුම් උපකරණ
Figure 10-11 යනු 14t induction තාපන උපකරණවල tundish හි ක්රමානුරූප රූප සටහනකි.
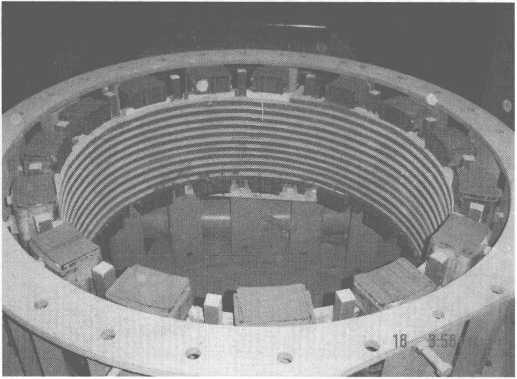
Figure 10-11 tundish induction තාපන උපකරණවල tundish හි ක්රමානුරූප රූප සටහන