
- 07
- Sep
Aralıq tezlikli soba argon nəfəs alan kərpic
Aralıq tezlikli soba argon nəfəs alan kərpic

Məhsulun adı:
Nəfəs ala bilən kərpic ara tezlikli sobanın dibində üfürmək üçün
Kateqoriya: Aralıq Frekans Fırınının Altında Üfürmək üçün Nəfəs Ala bilən Kərpiclər
Product Detayları
Aralıq tezlikli sobanın dibində üfürmək üçün havalandırma kərpicinin yüksək temperatur performansı əsasən istifadə olunan odadavamlı materialların fiziki, kimyəvi xüsusiyyətlərindən və mineral tərkibindən asılıdır. Tongyao, sənaye üçün odadavamlı materiallar tədarükçüsüdür və ara tezlikli sobaların dibində üfürmək üçün havalandırıcı kərpic istehsalı geniş istifadə edilmişdir. tətbiq.
Nəfəs ala bilən Kərpic Təmizləmə Texnologiyasının Orta Frekanslı İndüksiyon Ocağında Tətbiqi
Hava keçirən kərpicdən istifadə edərək, adi ara tezlikli induksiya sobasını “kimyəvi poladdan” polad istehsalına çevirən aralıq tezlikli induksiya sobasının emal texnologiyasını ümumiləşdirdik. Əksər hallarda əridilmiş poladın (taijin) keyfiyyəti AOD soba və LF təmizləyici sobaya çatmışdır. , VD vakuum qazdan təmizləyici soba emalının keyfiyyət səviyyəsi.
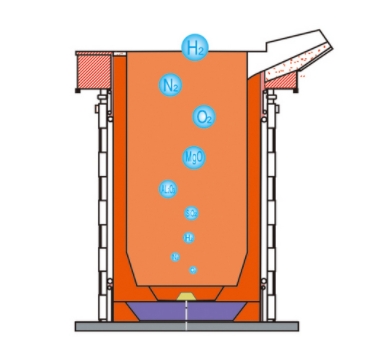
Lazım olan qaz (yüksək saflıqdakı argon kimi) hava keçirən kərpic vasitəsilə əridilmiş polada göndərilir və müəyyən miqdarda və axım müddətindən sonra daxilolmalar (məsələn, Sio2, Al2O3, MgO və s.) azaldıldı. Və 【O】 【N】 【H】 tərkibi, xüsusi tələblər var, məsələn, dekarburizasiya zamanı, azotlu poladla görüşərkən, azotla üfürərkən, karbon tərkibini müəyyən bir diapazonda azalda bilən argon/oksigen qarışıqlı qaza üfürə bilərsiniz. ammonyak artırıla bilər.
İş prinsipi İndüksiyon sobasına argon qazı üfürməklə təmizlənmə prosesi əridilmiş polad əridildikdən sonra aparılır. Əvvəlcədən oksigenləşmə tamamlandıqdan sonra, nümunə götürüldükdən və analiz edildikdən sonra, sobanın dibində quraşdırılmış havalandırıcı kərpic vasitəsilə əridilmiş poladın tərkibinə yüksək təmizlikdə olan argon qazı daxil edilir. Arqon qazı havalandırma kərpicindən keçərkən daha yüksək sürətlə kiçik bir hissəcik əmələ gətirərək yüksək dərəcədə dağılır. Baloncuk axını, əridilmiş poladdan keçən saysız -hesabsız baloncuklar təmizləyici təsir göstərəcək. Erimiş poladın içindəki hər bir argon balonu kiçik bir “vakuum kamerasıdır” və H, O, N və digər qazlar argon baloncuğunda yoxdur. Yəni bu qazların argon baloncuğundakı qismən təzyiqi sıfıra bərabərdir. Yüksək qismən təzyiqə malik olan argon balonu əridilmiş poladdan keçəndə həll olunan [H] [O] [N] və həll olunmamış c0 avtomatik olaraq argon baloncuğuna daxil olacaq və Baloncuğun Ardınca gedib daşacaq. Qazdan təmizlənmə məqsədinə çatmaq üçün.
Emaldan sonra poladın keyfiyyəti və saflığı xeyli yaxşılaşır, emaldan əvvəl və sonra daxilolmaların ziddiyyəti əhəmiyyətli dərəcədə azalır və qaz tərkibi xeyli azalır. İndi bir nümunə aşağıdakı kimi müqayisə olunur
1. Daxil etmələr: GB10561-2005 polad metal olmayan daxilolmalar üçün mikroskopik qiymətləndirmə metodu
ABCD maddəsi
Sulfid Alüminium Silikat Topu Oksidi
Emaldan əvvəl orta 1.8 1.7 1.5 2.1
Emaldan sonra orta 0.55 0.64 0.5 0.67
Orta azalma% 69 62 67 68
| layihə | A | B | C | D |
| Sülfid | Alumina | Silikat | Top oksidi | |
| Təmizləmədən əvvəl orta | 1.8 | 1.7 | 1.5 | 2.1 |
| Təmizlədikdən sonra orta | 0.55 | 0.64 | 0.5 | 0.67 |
| Orta azalma% | 69 | 62 | 67 | 68 |
Həqiqi ölçmə nəticələri standartın texniki tələblərinə cavab verir.
2. Hidrogen tərkibi ≤1.0ppm və digər polad dərəcəli ≤2.5ppm tələblərinə cavab verən 3.0ppm -dən azdır.
3. Oksigen miqdarı 0.0050%-dən azdır.
4. Polad külçə işləndikdən sonra ultrasəs sınağı ikinci standarta (GB/T13315-1991) çatdı.
5. 304 paslanmayan poladın mexaniki xüsusiyyətlərinin təmizlənməsi ilə və arıtılmaması ilə müqayisəsi: (GB/T328-2002)
1) Gərilmə gücü emaldan əvvəl 549.53Mpa, emaldan sonra 606.82Mpa isə 57.29Mpa artırılır
2) Emal gücü emaldan əvvəl 270Mpa və emaldan sonra 339.52Mpa 69.52Mpa artdıqda
3) 38.46KN təmizləmədən əvvəl 49.10KN təmizlədikdən sonra 10.64KN artırın
Bir neçə qeyd:
a) Hər polad soba üçün argon üfləmə müddəti 5 ~ 10 mm olduğundan, argon üfürmə Taijin əlavə edildikdən sonra aparılır. Üfürdükdən sonra polad vurma ərimə müddətinə təsir etməyəcək və enerji istehlakını artırmayacaq.
b) Argon qazını üfürməklə [N] [H] [O] -nun çıxarılması kimyəvi reaksiyaya səbəb olmur, nəinki soba astarının ömrünü qısaltmayacaq, əksinə soba astarının ömrü uzanır. sobada ərimə temperaturunun homojenləşməsinə.
c) Argon emosional bir qazdır və istifadəsi çox təhlükəsizdir.
Bir sözlə: Hava keçirən kərpiclərin istifadəsi ilə fərqlənən ara tezlikli induksiya sobasının təmizlənməsi texnologiyası, az sərmayə, sürətli giriş, aşağı qiymət və yüksək keyfiyyətli bir istehsal prosesidir. Enerji qənaət edən və ətraf mühitə uyğun bir istehsal prosesidir və qısa axınlı bir istehsal prosesidir. Bu texnologiyaya əsaslanaraq, qoruyucu bir döküm prosesi ilə birlikdə yüksək keyfiyyətli dökümlər və polad məmulatları istehsal edilə bilər.