
- 07
- Sep
Közepes frekvenciájú kemence argon fújja a lélegző téglát
Közepes frekvenciájú kemence argon fújja a lélegző téglát

termék név:
Lélegző tégla a közepes frekvenciájú kemence alján történő fújáshoz
Kategória: Légáteresztő téglák a középfrekvenciás kemence alján történő fújáshoz
termék leírás
A közepes frekvenciájú kemence alján fújandó szellőztető téglák magas hőmérsékleti teljesítménye elsősorban az alkalmazott tűzálló anyagok fizikai, kémiai tulajdonságaitól és ásványi összetételétől függ. A Tongyao tűzálló anyagokat szállít az ipar számára, és széles körben alkalmazták a szellőztető téglák gyártását a közepes frekvenciájú kemencék alján. Alkalmazás.
Légáteresztő téglafinomító technológia alkalmazása közepes frekvenciájú indukciós kemencében
A levegőt áteresztő téglák használatával összefoglaltuk a közepes frekvenciájú indukciós kemence finomítási technológiáját, amely a szokásos közepes frekvenciájú indukciós kemencét „kémiai acélból” acélgyártássá alakította át. Sok esetben az olvadt acél (taijin) minősége elérte az AOD kemencét és az LF finomító kemencét. , A VD vákuumgáztalanító kemence finomításának minőségi szintje.
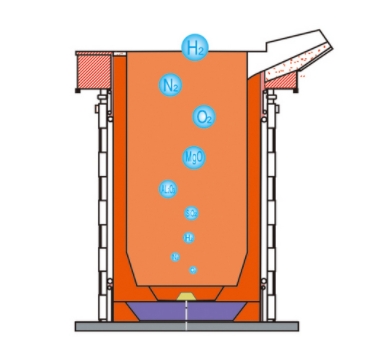
A szükséges gázt (például nagy tisztaságú argonot) a légáteresztő tégla segítségével az olvadt acélba juttatják, és bizonyos mennyiségű és időtartamú áramlás után a zárványok (például Sio2, Al2O3, MgO stb.) csökkent. És 【O】 【N】 【H】 tartalom, különleges követelmények vannak, mint például a dekarbonizáció során, argon/oxigén kevert gázt fújhat be, ami csökkentheti a széntartalmat egy bizonyos tartományon belül, amikor nitrogéntartalmú acéllal találkozik, nitrogénnel fúj növelheti az ammóniát.
Működési elv A finomítási folyamat argongázt az indukciós kemencébe fújva az olvadt acél megolvasztása után történik. Az elődezoxigenizálás befejezése után, mintavétel és elemzés után nagy tisztaságú argongázt vezetnek be az olvadt acélba a kemence aljára szerelt szellőző téglán keresztül. Amikor az argongáz áthalad a szellőztető téglán, nagyfokú diszperzióval rendelkezik, és kis részecskét képez nagyobb emelkedési sebességgel. Buborékáramlás, az olvadt acélon áthaladó számtalan buborék finomító hatást kelt. Az olvadt acél belsejében található minden argonbuborék egy kis „vákuumkamra”, és H, O, N és egyéb gázok nem találhatók meg az argonbuborékban. Vagyis ezeknek a gázoknak az argonbuborékban a parciális nyomása nulla. Amikor a nagy parciális nyomású argonbuborék áthalad az olvadt acélon, az oldott [H] [O] [N] és a nem oldott c0 automatikusan belép az argonbuborékba, és követi a buborék emelkedését és túlfolyását. A gáztalanítás céljának elérése érdekében.
A finomítás után az acél minősége és tisztasága jelentősen javul, a finomítás előtti és utáni zárványok kontrasztja jelentősen csökken, és a gáztartalom is jelentősen csökken. Egy példát most a következőképpen hasonlítunk össze
1. Belefoglalások: Mikroszkópos értékelési módszer nemfémes zárványokhoz acélban GB10561-2005
ABCD tétel
Szulfid -alumínium -oxid -szilikát golyó -oxid
Átlag finomítás előtt 1.8 1.7 1.5 2.1
Átlag finomítás után 0.55 0.64 0.5 0.67
Átlagos csökkenés% 69 62 67 68
| program | A | B | C | D |
| -szulfid | Timföld | szilikát | Gömb -oxid | |
| Átlagos finomítás előtt | 1.8 | 1.7 | 1.5 | 2.1 |
| Átlagos finomítás után | 0.55 | 0.64 | 0.5 | 0.67 |
| Átlagos csökkentés% | 69 | 62 | 67 | 68 |
A tényleges mérési eredmények megfelelnek a szabvány műszaki követelményeinek.
2. A hidrogéntartalom kevesebb, mint 1.0 ppm, megfelel a szerszám acél ≤2.5 ppm és más acélminőségek ≤3.0 ppm követelményeinek.
3. Az oxigéntartalom kevesebb, mint 0.0050%.
4. Az acélöntvény feldolgozása után az ultrahangos vizsgálat elérte a második szabványt (GB/T13315-1991).
5. A 304 rozsdamentes acél mechanikai tulajdonságainak összehasonlítása finomítással és anélkül: (GB/T328-2002)
1) A szakítószilárdság 549.53 MPa finomítás előtt és 606.82 MPa finomítás után 57.29 MPa
2) A folyáshatár 270 MPa finomítás előtt és 339.52 MPa finomítás után 69.52 MPa -val
3) Kényszerítsen 38.46KN finomítás előtt 49.10KN finomítás után Növelje 10.64KN -tal
Néhány megjegyzés:
a) Mivel az argon fújási ideje minden acélkemencében 5-10 mm, az argonfúvást Taijin hozzáadása után kell elvégezni. Fúvás után az acélcsapolás nem befolyásolja az olvasztási időt és nem növeli az energiafogyasztást.
b) Az [N] [H] [O] eltávolítása argongáz fúvásával nem okoz kémiai reakciót, nemcsak hogy nem csökkenti a kemence burkolatának élettartamát, hanem éppen ellenkezőleg, a kemence bélésének élettartama meghosszabbodik a kemence olvadási hőmérsékletének homogenizálásához.
c) Az argon érzelmi gáz, és nagyon biztonságos a használata.
Dióhéjban: A közepes frekvenciájú indukciós kemence finomítási technológiája, amelyet légáteresztő téglák használnak, alacsony termelési folyamat, alacsony befektetéssel, gyors hozzáféréssel, alacsony költséggel és kiváló minőséggel. Ez egy energiatakarékos és környezetbarát gyártási folyamat, valamint rövid áramlási folyamat. Ezen technológia alapján, védőöntési eljárással kombinálva kiváló minőségű öntvények és acéltermékek állíthatók elő.