
- 07
- Sep
Аргон жиілігі бар пеш, үрлейтін кірпіш
Аргон жиілігі бар пеш, үрлейтін кірпіш

Өнімнің атауы:
Тыныс алатын кірпіш аралық жиілікті пештің түбінде үрлеу үшін
Санат: Аралық жиілікті пештің түбінде үрлеуге арналған кірпіш.
Өнімдер бөлшектері
Аралық жиілікті пештің түбінде үрлеуге арналған желдеткіш кірпіштің жоғары температуралық өнімділігі негізінен қолданылатын отқа төзімді материалдардың физикалық, химиялық қасиеттері мен минералды құрамына байланысты. Tongyao өнеркәсіпке отқа төзімді материалдарды жеткізуші болып табылады және аралық жиілікті пештердің түбінде үрлеуге арналған желдеткіш кірпіш өндірісі кеңінен қолданылды. қолдану.
Орташа жиілікті индукциялық пеште тыныс алатын кірпішті өңдеу технологиясын қолдану
Ауа өткізгіш кірпішті қолдану арқылы біз аралық жиілікті индукциялық пешті тазарту технологиясын қысқаша қарастырдық, ол қарапайым аралық жиілікті индукциялық пешті «химиялық болаттан» болат қорытуға айналдырды. Көптеген жағдайларда балқытылған болаттың сапасы (тайжин) AOD пешіне және LF тазартатын пешке жетті. , VD вакуумды газсыздандыру пешін тазартудың сапалық деңгейі.
Қажетті газды (мысалы, жоғары тазалықтағы аргон) балқытылған болатқа ауа өткізгіш кірпіш арқылы жібереді, ал белгілі мөлшерде және уақыт өткеннен кейін қоспалар (мысалы, Sio2, Al2O3, MgO және т.б.) болуы мүмкін. қысқартылды. Және 【O】 【N】 【H】 мазмұны, арнайы талаптар бар, мысалы, декарбуризация кезінде азотты болатпен үйлестіру кезінде азотты болатты кездестіру кезінде көміртегінің мөлшерін белгілі бір диапазонда төмендететін аргон/оттегі аралас газды үрлеуге болады. аммиакты жоғарылатуы мүмкін.
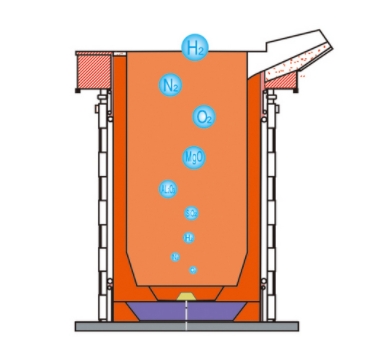
Жұмыс принципі Аргон газын индукциялық пешке үрлеу арқылы тазарту процесі балқытылған болат ерігеннен кейін болады. Алдын ала дезоксигенация аяқталған соң, сынамалар мен талдаулардан кейін пештің түбінде орнатылған желдеткіш кірпіш арқылы балқытылған болатқа жоғары тазалықтағы аргон газы енгізіледі. Аргон газы желдеткіш кірпіштен өткенде, оның дисперсиясының жоғары дәрежесі бар, ол үлкен бөлшектерді құрайды, олар үлкен жылдамдықпен көтеріледі. Көпіршікті ағын, балқытылған болаттан өтетін сансыз көпіршіктер тазарту әсерін береді. Балқытылған болаттың ішіндегі әрбір аргон көпіршігі кішкентай «вакуумдық камера» болып табылады, ал H, O, N және басқа газдар аргон көпіршігінде жоқ. Яғни, бұл газдардың аргон көпіршіктегі парциалды қысымы нөлге тең. Жоғары парциалды қысымы бар аргон көпіршігі балқытылған болаттан өткенде, еріген [H] [O] [N] және ерімеген с0 автоматты түрде аргон көпіршігіне еніп, көпіршікті көтереді және асып кетеді. Газсыздандыру мақсатына жету үшін.
Қайта өңдеуден кейін болаттың сапасы мен тазалығы едәуір жақсарады, тазартуға дейінгі және кейінгі қосындылардың контрасты айтарлықтай төмендейді, газ құрамы айтарлықтай төмендейді. Мысал енді келесідей салыстырылады
1. Қоспалар: ГБ10561-2005 болатқа металл емес қоспаларды микроскопиялық бағалау әдісі
ABCD тармағы
Сульфидті глиноземді силикатты шар оксиді
Өңдеу алдындағы орташа 1.8 1.7 1.5 2.1
Өңдеуден кейінгі орташа көрсеткіш 0.55 0.64 0.5 0.67
Орташа төмендеу% 69 62 67 68
| жоба | A | B | C | D |
| Сульфид | Алюминий | Силикат | Шар оксиді | |
| Өңдеу алдында орташа | 1.8 | 1.7 | 1.5 | 2.1 |
| Тазартудан кейінгі орташа | 0.55 | 0.64 | 0.5 | 0.67 |
| Орташа төмендету% | 69 | 62 | 67 | 68 |
Нақты өлшеу нәтижелері стандарттың техникалық талаптарына сәйкес келеді.
2. Сутегінің мөлшері ≤1.0ppm болаттан және басқа болат маркасынан ≤2.5ppm талаптарын қанағаттандыратын 3.0 ppm -ден аз.
3. Оттегінің мөлшері 0.0050%-дан аз.
4. Болат құйманы өңдегеннен кейін ультрадыбыстық тестілеу екінші стандартқа жетті (GB/T13315-1991).
5. Тот баспайтын болаттан 304 механикалық қасиеттерін тазартумен және тазартусыз салыстыру: (GB/T328-2002)
1) созылу беріктігі тазартудан бұрын 549.53 МПа және тазартудан кейін 606.82 МПа 57.29 МПа жоғарылайды
2) тазартуға дейін 270 МПа беріктігі, ал тазартудан кейін 339.52 Мпа 69.52 МПаға жоғарылайды.
3) тазартудан бұрын 38.46KN күштеп 49.10KN тазартудан кейін 10.64KN -ге көбейтіңіз
Бірнеше жазбалар:
а) болаттың әрбір пешіне аргонды үрлеу уақыты 5 ~ 10мм болғандықтан, аргонды үрлеу Тайжинді қосқаннан кейін жүргізіледі. Үрлегеннен кейін болат қағу балқыту уақытына әсер етпейді және энергия шығынын арттырмайды.
b) Аргон газын үрлеу арқылы [N] [H] [O] жою химиялық реакция тудырмайды, пеш қаптамасының қызмет ету мерзімін қысқартып қана қоймайды, керісінше, пеш қаптамасының қызмет ету мерзімі ұзарады. пештегі балқу температурасының гомогенизациясына.
в) Аргон – бұл эмоционалды газ және оны қолдану өте қауіпсіз.
Қысқаша айтқанда: Ауа өткізгіш кірпішті қолданумен белгіленген аралық жиілікті индукциялық пешті тазарту технологиясы-бұл аз инвестиция, жылдам қол жетімділік, төмен баға және жоғары сападағы өндірістік процесс. Бұл энергияны үнемдейтін және экологиялық таза өндірістік процесс және қысқа ағынды өндірістік процесс. Бұл технология негізінде қорғаныс құю үрдісімен бірге жоғары сапалы құймалар мен болаттан жасалған бұйымдар шығаруға болады.