
- 07
- Sep
O’rta chastotali o’choqli argon, nafas oladigan g’ishtni puflaydi
O’rta chastotali o’choqli argon, nafas oladigan g’ishtni puflaydi

Mahsulot nomi:
Nafas oladigan g’isht for blowing at the bottom of intermediate frequency furnace
Turkum: O’rta chastotali pechning pastki qismida nafas oladigan g’isht.
Mahsulot batafsil
O’rta chastotali o’choqning pastki qismida shamollatish g’ishtlarining yuqori harorat ko’rsatkichlari asosan ishlatiladigan refrakter materiallarning fizik, kimyoviy xossalari va mineral tarkibiga bog’liq. Tongyao sanoat uchun o’tga chidamli materiallar yetkazib beruvchisi bo’lib, oraliq chastotali pechlar tagida shamollash uchun shamollatuvchi g’isht ishlab chiqarish keng qo’llanilgan. ilova.
Application of Breathable Brick Refining Technology in Medium Frequency Induction Furnace
Havo o’tkazuvchan g’ishtdan foydalanib, biz oraliq chastotali indüksiyon pechini tozalash texnologiyasini umumlashtirdik, bu oddiy oraliq chastotali indüksiyon pechini “kimyoviy po’latdan” po’lat ishlab chiqarishga aylantirdi. Ko’p hollarda eritilgan po’latning sifati (taijin) AOD va LF tozalash pechlariga etib kelgan. , VD vakuumli gazni o’chirish pechini tozalash sifati.
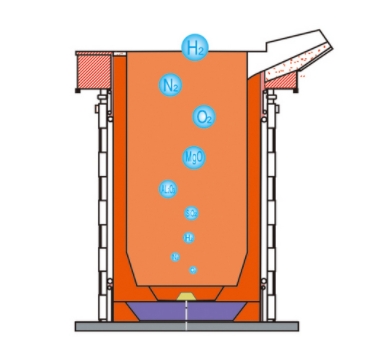
Havo o’tkazuvchan g’isht orqali erigan po’latga kerakli gaz (masalan, yuqori soflikdagi argon) yuboriladi va ma’lum vaqt va oqimdan keyin qo’shilishlar (masalan, Sio2, Al2O3, MgO va boshqalar) bo’lishi mumkin. kamaytirildi. Va 【O】 【N】 【H】 tarkibi, maxsus talablar mavjud, masalan, dekarburizatsiya paytida siz azotli po’lat bilan uchrashganda, azotli po’lat bilan uchrashganda, uglerod tarkibini ma’lum oraliqda kamaytiradigan argon/kislorodli aralash gazni puflashingiz mumkin. Ammiakni ko’paytirish mumkin.
Ishlash printsipi Argo gazini indüksiyon o’chog’iga puflash orqali tozalash jarayoni erigan po’lat eriganidan keyin bo’ladi. Dezoksigenatsiyadan oldingi ish tugagandan so’ng, namuna olish va tahlildan so’ng, pechning pastki qismiga o’rnatilgan shamollatuvchi g’isht orqali eritilgan po’latga yuqori soflikdagi argon gazi kiritiladi. Argo gazi shamollatuvchi g’ishtdan o’tib ketganda, u yuqori dispersiyaga ega bo’lib, katta zarrachani hosil qiladi va tezligi oshadi. Pufak oqimi, erigan po’latdan o’tadigan son -sanoqsiz pufakchalar tozalash effektini beradi. Eritilgan po’lat ichidagi har bir argon pufagi kichik “vakuum kamerasi” bo’lib, H, O, N va boshqa gazlar argon pufagida mavjud emas. Ya’ni, bu gazlarning argon pufagidagi qisman bosimi nolga teng. Qisman bosimi yuqori bo’lgan argon pufagi eritilgan po’latdan o’tganda, erigan [H] [O] [N] va erimagan c0 avtomatik ravishda argon pufagiga kiradi va pufakchaga ergashadi va ko’tariladi. Gazni tozalash maqsadiga erishish uchun.
Qayta ishlanganidan keyin po’latning sifati va tozaligi sezilarli darajada yaxshilanadi, tozalashdan oldin va keyin qo’shilish kontrasti sezilarli darajada kamayadi va gaz tarkibi sezilarli darajada kamayadi. Endi misol quyidagicha taqqoslanadi
1. Qo’shimchalar: GB10561-2005 po’latdan metall bo’lmagan qo’shilishlarni mikroskopik baholash usuli
ABCD-modda
Sulfidli alumina oksidli silikat shar oksidi
Qayta ishlashdan oldin o’rtacha 1.8 1.7 1.5 2.1
Qayta ishlanganidan keyin o’rtacha 0.55 0.64 0.5 0.67
Average reduction% 69 62 67 68
| loyiha | A | B | C | D |
| Sulfid | Alumina | Silikat | Balli oksidi | |
| Qayta ishlashdan oldin o’rtacha | 1.8 | 1.7 | 1.5 | 2.1 |
| Qayta ishlashdan keyin o’rtacha | 0.55 | 0.64 | 0.5 | 0.67 |
| O’rtacha pasayish% | 69 | 62 | 67 | 68 |
Haqiqiy o’lchov natijalari standartning texnik talablariga javob beradi.
2. The hydrogen content is less than 1.0ppm, meeting the requirements of die steel ≤2.5ppm, and other steel grades ≤3.0ppm.
3. The oxygen content is less than 0.0050%.
4. Po’lat quyma ishlov berilgandan so’ng, ultratovush tekshiruvi ikkinchi standartga (GB/T13315-1991) yetdi.
5. 304 zanglamaydigan po’latdan yasalgan va tozalanmagan mexanik xususiyatlarini solishtirish: (GB/T328-2002)
1) tortishish quvvati tozalashdan oldin 549.53Mpa va tozalashdan keyin 606.82Mpa 57.29Mpa ga oshadi.
2) ishlab chiqarish quvvati tozalashdan oldin 270Mpa va tozalashdan keyin 339.52Mpa 69.52Mpa ga oshadi.
3) Qayta ishlashdan oldin 38.46KN kuch ishlating 49.10KN Qayta ishlangandan keyin 10.64KN ga oshiring
Bir nechta eslatma:
a) Har bir po’lat o’choq uchun argon puflash vaqti 5 ~ 10 mm bo’lgani uchun, argon puflash Taijin qo’shilgandan keyin amalga oshiriladi. Puflagandan so’ng, po’latdan urish eritish vaqtiga ta’sir qilmaydi va quvvat sarfini oshirmaydi.
b) The removal of [N] [H] [O] by blowing argon gas does not cause chemical reaction, not only will not shorten the life of the furnace lining, but on the contrary, the life of the furnace lining is prolonged due to the homogenization of the melt temperature in the furnace.
c) Argon – bu hissiy gaz va uni ishlatish juda xavfsiz.
Qisqacha aytganda: havo o’tkazuvchan g’ishtdan foydalangan holda belgilangan oraliq chastotali indüksiyonli pechni tozalash texnologiyasi past sarmoya, tez kirish, arzon narx va yuqori sifat bilan ishlab chiqarish jarayonidir. Bu energiya tejaydigan va ekologik toza ishlab chiqarish jarayoni va qisqa oqimli ishlab chiqarish jarayoni. Himoya quyish jarayoni bilan birgalikda ushbu texnologiya asosida yuqori sifatli quyma va po’lat buyumlar ishlab chiqarish mumkin.