
- 07
- Sep
Orta frekanslı fırın argon üfleme nefes alabilen tuğla
Orta frekanslı fırın argon üfleme nefes alabilen tuğla

Ürün adı:
Nefes alabilen tuğla ara frekanslı fırının alt kısmında üfleme için
Kategori: Orta Frekanslı Fırının Altında Üfleme için Nefes Alabilir Tuğlalar
Ürün Detayları
Orta frekanslı fırının alt kısmında üfleme için kullanılan havalandırma tuğlalarının yüksek sıcaklık performansı esas olarak kullanılan refrakter malzemelerin fiziksel, kimyasal özelliklerine ve mineral bileşimine bağlıdır. Tongyao, endüstri için refrakter malzeme tedarikçisidir ve orta frekanslı fırınların alt kısmında üfleme için havalandırma tuğlalarının üretimi yaygın olarak kullanılmaktadır. başvuru.
Orta Frekanslı İndüksiyon Ocağında Nefes Alabilir Tuğla Rafinasyon Teknolojisinin Uygulanması
Hava geçirgen tuğlaların kullanımıyla, sıradan ara frekanslı indüksiyon fırınını “kimyasal çelikten” çelik üretimine dönüştüren ara frekanslı indüksiyon ocağı arıtma teknolojisini özetledik. Çoğu durumda, erimiş çeliğin (taijin) kalitesi AOD fırınına ve LF arıtma fırınına ulaşmıştır. , VD vakumlu gaz giderme fırını arıtma kalite seviyesi.
Gerekli gaz (yüksek saflıkta argon gibi) hava geçirgen tuğla vasıtasıyla ergimiş çeliğe gönderilir ve belirli bir miktar ve sürede akıştan sonra inklüzyonlar (Sio2, Al2O3, MgO vb.) azaltışmış. Ve 【O】【N】【H】içeriği, dekarburizasyon sırasında argon/oksijen karışımlı gaz üfleme gibi özel gereksinimler vardır, bu da karbon içeriğini belirli bir aralıkta azaltabilir, nitrojenli çelikle buluşurken, nitrojende üfleme Amonyak artırmak olabilir.
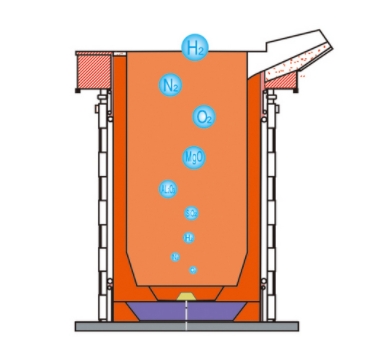
Çalışma prensibi Argon gazının indüksiyon ocağına üflenmesiyle yapılan arıtma işlemi, erimiş çeliğin eritilmesinden sonradır. Ön oksijen giderme tamamlandıktan sonra, numune alma ve analizden sonra, fırının altına monte edilen havalandırma tuğlası vasıtasıyla erimiş çeliğe yüksek saflıkta argon gazı verilir. Argon gazı havalandırma tuğlasından geçtiğinde, yüksek bir dağılma derecesine sahiptir ve daha büyük bir yükselme hızına sahip küçük bir parçacık oluşturur. Kabarcık akışı, erimiş çeliğin içinden geçen sayısız kabarcık, arıtma etkisi yaratacaktır. Erimiş çelik içindeki her argon kabarcığı küçük bir “vakum odası”dır ve argon kabarcığında H, O, N ve diğer gazlar bulunmaz. Yani bu gazların argon balonundaki kısmi basıncı sıfıra eşittir. Yüksek kısmi basınca sahip argon kabarcığı erimiş çelikten geçtiğinde, çözünmüş [H] [O] [N] ve çözünmemiş c0 otomatik olarak argon kabarcığına girecek ve kabarcığın Yükselişini ve taşmasını izleyecektir. Gaz giderme amacına ulaşmak için.
Rafine edildikten sonra, çeliğin kalitesi ve saflığı büyük ölçüde iyileştirilir, rafine edilmeden önceki ve sonraki inklüzyonların kontrastı önemli ölçüde azalır ve gaz içeriği büyük ölçüde azalır. Şimdi bir örnek şu şekilde karşılaştırılmıştır
1. Kapanımlar: Çelik GB10561-2005’teki metalik olmayan kalıntılar için mikroskobik değerlendirme yöntemi
Öğe ABCD
Sülfür Alümina Silikat Top Oksit
Rafine etmeden önceki ortalama 1.8 1.7 1.5 2.1
Rafine edildikten sonra ortalama 0.55 0.64 0.5 0.67
Ortalama azalma % 69 62 67 68
| proje | A | B | C | D |
| Sülfür | alüminyum oksit | silikat | Top Oksit | |
| Rafine etmeden önce ortalama | 1.8 | 1.7 | 1.5 | 2.1 |
| Rafine edildikten sonra ortalama | 0.55 | 0.64 | 0.5 | 0.67 |
| Ortalama azalma% | 69 | 62 | 67 | 68 |
Gerçek ölçüm sonuçları, standardın teknik gereksinimlerini karşılar.
2. Hidrojen içeriği 1.0ppm’den azdır, kalıp çeliği ≤2.5ppm ve diğer çelik kaliteleri ≤3.0ppm gereksinimlerini karşılar.
3. Oksijen içeriği %0.0050’den azdır.
4. Çelik külçe işlendikten sonra, ultrasonik test ikinci standarda (GB/T13315-1991) ulaşmıştır.
5. Rafine edilmiş ve edilmemiş 304 paslanmaz çeliğin mekanik özelliklerinin karşılaştırılması: (GB/T328-2002)
1) Çekme mukavemeti, rafine etmeden önce 549.53Mpa ve rafine edildikten sonra 606.82Mpa’dır ve 57.29Mpa arttırılır.
2) Akma dayanımı, rafine etmeden önce 270Mpa ve rafine edildikten sonra 339.52Mpa’dır ve 69.52Mpa arttırılır.
3) Rafine etmeden önce 38.46KN’yi zorlayın, rafine ettikten sonra 49.10KN’yi 10.64KN artırın
Birkaç not:
a) Her çelik fırını için argon üfleme süresi 5~10mm olduğundan, Taijin eklendikten sonra argon üfleme yapılır. Üflemeden sonra çelik kılavuz çekme, eritme süresini etkilemeyecek ve güç tüketimini artırmayacaktır.
b) [N] [H] [O]’nun argon gazı üfleyerek çıkarılması kimyasal reaksiyona neden olmaz, sadece fırın astarının ömrünü kısaltmakla kalmaz, aksine fırın astarının ömrü uzar çünkü fırında eriyik sıcaklığının homojenleştirilmesine.
c) Argon duygusal bir gazdır ve kullanımı çok güvenlidir.
Özetle: Hava geçirgen tuğlaların kullanımıyla kendini gösteren ara frekanslı indüksiyon ocağı arıtma teknolojisi, düşük yatırım, hızlı erişim, düşük maliyetli ve yüksek kaliteli bir üretim sürecidir. Enerji tasarrufu sağlayan ve çevre dostu bir üretim süreci ve kısa akışlı bir üretim sürecidir. Bu teknolojiye dayalı olarak, koruyucu bir döküm işlemi ile birlikte yüksek kaliteli dökümler ve çelik ürünler üretilebilir.