
- 07
- Sep
Печь промежуточной частоты для выдувания воздухопроницаемого кирпича аргоном
Печь промежуточной частоты для выдувания воздухопроницаемого кирпича аргоном

наименование товара:
Дышащий кирпич для продувки в нижней части печи промежуточной частоты
Категория: Дышащие кирпичи для выдувания в нижней части печи промежуточной частоты
информация о продукте
Высокотемпературные характеристики вентиляционного кирпича для выдувания в нижней части печи промежуточной частоты в основном зависят от физических, химических свойств и минерального состава используемых огнеупорных материалов. Компания Tongyao является поставщиком огнеупорных материалов для промышленности, и производство вентиляционных блоков для выдувания в нижней части печей промежуточной частоты широко используется. заявление.
Применение технологии очистки воздухопроницаемого кирпича в среднечастотных индукционных печах
Используя воздухопроницаемые кирпичи, мы суммировали технологию рафинирования индукционной печи промежуточной частоты, которая превратила обычную индукционную печь промежуточной частоты из «химической стали» в производство стали. Во многих случаях качество жидкой стали (тайцзинь) достигло печи AOD и печи рафинирования LF. , Уровень качества очистки печи вакуумной дегазации ВД.
Требуемый газ (например, аргон высокой чистоты) направляется в жидкую сталь через воздухопроницаемый кирпич, и после определенного количества и времени потока включения (такие как Sio2, Al2O3, MgO и т. Д.) Могут быть уменьшенный. И при содержании O】 【N】 【H существуют особые требования, например, при обезуглероживании вы можете вдувать смесь аргона и кислорода, что может снизить содержание углерода в определенном диапазоне, при соблюдении азотистой стали, продувке азотом. можно увеличить аммиак.
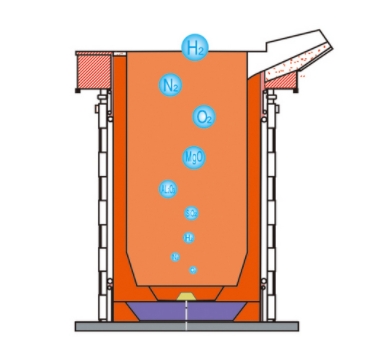
Принцип работы Процесс рафинирования путем вдувания газообразного аргона в индукционную печь происходит после плавления жидкой стали. После завершения предварительной деоксигенации, после отбора проб и анализа газообразный аргон высокой чистоты вводится в жидкую сталь через вентиляционный блок, установленный на дне печи. Когда газообразный аргон проходит через вентиляционный кирпич, он имеет высокую степень диспергирования, образуя небольшую частицу с большей скоростью подъема. Пузырьковые потоки, бесчисленные пузырьки, проходящие через расплавленную сталь, производят эффект рафинирования. Каждый пузырек аргона внутри расплавленной стали представляет собой небольшую «вакуумную камеру», а H, O, N и другие газы не содержатся в пузыре аргона. То есть парциальное давление этих газов в пузырьке аргона равно нулю. Когда пузырек аргона с высоким парциальным давлением проходит через расплавленную сталь, растворенный [H] [O] [N] и нерастворенный c0 автоматически попадают в пузырек аргона и следуют за подъемом и выходом пузырька. Для достижения цели дегазации.
После рафинирования качество и чистота стали значительно улучшаются, контраст включений до и после рафинирования значительно снижается, а содержание газа значительно снижается. Пример теперь сравнивается следующим образом
1. Включения: микроскопический метод оценки неметаллических включений в стали GB10561-2005.
Пункт ABCD
Шариковый оксид сульфида глинозема силиката
Среднее до переработки 1.8 1.7 1.5 2.1
Среднее после аффинажа 0.55 0.64 0.5 0.67
Среднее снижение% 69 62 67 68
| проект | A | B | C | D |
| сульфид | Оксид алюминия | силикатный | Оксид шара | |
| Среднее до аффинажа | 1.8 | 1.7 | 1.5 | 2.1 |
| Среднее после аффинажа | 0.55 | 0.64 | 0.5 | 0.67 |
| Среднее снижение% | 69 | 62 | 67 | 68 |
Фактические результаты измерений соответствуют техническим требованиям стандарта.
2. Содержание водорода менее 1.0 ppm, что соответствует требованиям для штамповой стали ≤2.5 ppm и других марок стали ≤3.0 ppm.
3. Содержание кислорода менее 0.0050%.
4. После обработки стального слитка ультразвуковой контроль соответствует второму стандарту (GB / T13315-1991).
5. Сравнение механических свойств нержавеющей стали 304 с рафинированием и без рафинирования: (GB / T328-2002)
1) Предел прочности при растяжении составляет 549.53 МПа до рафинирования и 606.82 МПа после рафинирования увеличивается на 57.29 МПа.
2) Предел текучести составляет 270 МПа до рафинирования и 339.52 МПа после рафинирования увеличивается на 69.52 МПа.
3) Усилие 38.46 кН до рафинирования 49.10 кН после рафинирования Увеличить на 10.64 кН
Несколько примечаний:
а) Поскольку время продувки аргоном для каждой сталеплавильной печи составляет 5 ~ 10 мм, продувка аргоном выполняется после добавления Тайцзинь. После продувки выпуск стали не повлияет на время плавки и не увеличит потребление энергии.
б) Удаление [N] [H] [O] продувкой газообразного аргона не вызывает химической реакции, не только не сокращает срок службы футеровки печи, но, напротив, увеличивает срок службы футеровки печи за счет к гомогенизации температуры расплава в печи.
в) Аргон – это эмоциональный газ, и его очень безопасно использовать.
Вкратце: технология рафинирования в индукционных печах промежуточной частоты с использованием воздухопроницаемых кирпичей представляет собой производственный процесс с небольшими инвестициями, быстрым доступом, низкой стоимостью и высоким качеством. Это энергосберегающий и экологически чистый производственный процесс, а также производственный процесс с короткими потоками. На основе этой технологии в сочетании с процессом защитного литья можно производить высококачественные отливки и стальные изделия.