
- 07
- Sep
Relau frekuensi pertengahan argon meniup bata bernafas
Relau frekuensi pertengahan argon meniup bata bernafas

Nama Produk:
Bata bernafas kerana meniup di bahagian bawah relau frekuensi pertengahan
Kategori: Batu Bata yang Dapat Dihirup untuk Meletup di Bahagian Bawah Relau Frekuensi Menengah
Maklumat produk
Prestasi suhu tinggi bata pengudaraan untuk meniup di bahagian bawah relau frekuensi pertengahan terutamanya bergantung pada sifat fizikal, kimia dan komposisi mineral bahan tahan api yang digunakan. Tongyao adalah pembekal bahan tahan api untuk industri, dan pengeluaran bata pengudaraan untuk meniup di bahagian bawah relau frekuensi pertengahan telah digunakan secara meluas. permohonan.
Aplikasi Teknologi Penapisan Bata Bernafas dalam Relau Induksi Frekuensi Sederhana
Melalui penggunaan batu bata yang telap udara, kami telah meringkaskan teknologi penapisan tungku induksi frekuensi menengah, yang telah mengubah tungku aruhan frekuensi perantara biasa dari “baja kimia” menjadi pembuatan baja. Dalam banyak kes, kualiti baja lebur (taijin) telah mencapai relau AOD dan relau penapisan LF. , Tahap kualiti pemurnian relau degassing vakum VD.
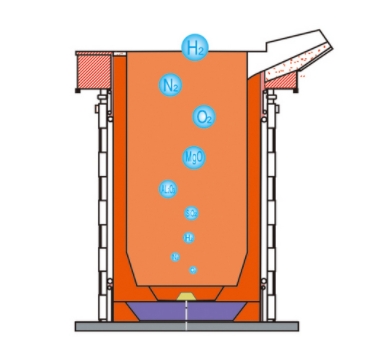
Gas yang diperlukan (seperti argon kemurnian tinggi) dihantar ke keluli cair melalui batu bata yang telap udara, dan setelah jumlah dan masa aliran tertentu, kemasukan (seperti Sio2, Al2O3, MgO, dll.) Dapat dikurangkan. Dan kandungan 【O】 【N】 【H】, ada keperluan khas seperti ketika dekarburisasi, anda boleh meniup gas campuran argon / oksigen, yang dapat mengurangkan kandungan karbon dalam julat tertentu, ketika bertemu dengan baja nitrogen, meniup nitrogen boleh Meningkatkan amonia.
Prinsip kerja Proses penapisan dengan meniup gas argon ke dalam tungku aruhan adalah setelah baja lebur dicairkan. Setelah pra-deoksigenasi selesai, setelah pengambilan sampel dan analisis, gas argon dengan kemurnian tinggi dimasukkan ke dalam keluli lebur melalui bata pengudaraan yang dipasang di bahagian bawah relau. Apabila gas argon melewati bata pengudaraan, ia mempunyai tahap penyebaran yang tinggi, membentuk zarah kecil dengan kelajuan kenaikan yang lebih besar. Aliran gelembung, gelembung yang tidak terhitung jumlahnya yang melewati baja lebur akan menghasilkan kesan penapisan. Setiap gelembung argon di dalam baja lebur adalah “ruang vakum” kecil, dan H, O, N dan gas lain tidak terkandung dalam gelembung argon. Maksudnya, tekanan separa gas-gas ini dalam gelembung argon sama dengan sifar. Apabila gelembung argon dengan tekanan separa tinggi melewati keluli lebur, larutan [H] [O] [N] dan c0 yang tidak terlarut secara automatik akan memasuki gelembung argon dan mengikuti gelembung Bangkit dan melimpah. Untuk mencapai tujuan degassing.
Setelah penapisan, kualiti dan kemurnian keluli bertambah baik, kontras penyisipan sebelum dan sesudah penapisan dikurangkan dengan ketara, dan kandungan gas dikurangkan. Contohnya sekarang dibandingkan seperti berikut
1. Inklusi: Kaedah penilaian mikroskopik untuk kemasukan bukan logam dalam keluli GB10561-2005
Item ABCD
Sulfida Alumina Bola Silikat Oksida
Purata sebelum menyempurnakan 1.8 1.7 1.5 2.1
Rata-rata selepas penapisan 0.55 0.64 0.5 0.67
Pengurangan purata% 69 62 67 68
| projek | A | B | C | D |
| Sulfida | Alumina | Silikat | Oksida Bola | |
| Rata-rata sebelum penapisan | 1.8 | 1.7 | 1.5 | 2.1 |
| Rata-rata selepas penapisan | 0.55 | 0.64 | 0.5 | 0.67 |
| Pengurangan purata% | 69 | 62 | 67 | 68 |
Hasil pengukuran sebenar memenuhi keperluan teknikal standard.
2. Kandungan hidrogen kurang dari 1.0ppm, memenuhi syarat keluli mati ≤2.5ppm, dan gred keluli lain ≤3.0ppm.
3. Kandungan oksigen kurang dari 0.0050%.
4. Setelah jongkong keluli diproses, ujian ultrasonik telah mencapai standard kedua (GB / T13315-1991).
5. Perbandingan sifat mekanik 304 keluli tahan karat dengan dan tanpa penapisan: (GB / T328-2002)
1) Kekuatan tegangan ialah 549.53Mpa sebelum penapisan dan 606.82Mpa setelah penapisan ditingkatkan sebanyak 57.29Mpa
2) Kekuatan hasil ialah 270Mpa sebelum penapisan dan 339.52Mpa setelah penapisan meningkat sebanyak 69.52Mpa
3) Paksa 38.46KN sebelum menyempurnakan 49.10KN setelah menyempurnakan Naik sebanyak 10.64KN
Beberapa nota:
a) Oleh kerana masa meniup argon untuk setiap relau keluli adalah 5 ~ 10mm, peniupan argon dilakukan setelah menambahkan Taijin. Setelah meniup, pengetukan keluli tidak akan mempengaruhi masa peleburan dan tidak akan meningkatkan penggunaan tenaga.
b) Penyingkiran [N] [H] [O] dengan meniup gas argon tidak menyebabkan tindak balas kimia, bukan sahaja tidak akan memendekkan jangka hayat lapisan relau, tetapi sebaliknya, jangka hayat lapisan relau berpanjangan kerana kepada penyeragaman suhu lebur di dalam relau.
c) Argon adalah gas emosi dan sangat selamat digunakan.
Ringkasnya: Teknologi penapisan tungku induksi frekuensi pertengahan yang ditandai dengan penggunaan batu bata telap udara adalah proses pengeluaran dengan pelaburan rendah, akses cepat, biaya rendah, dan berkualiti tinggi. Ini adalah proses pengeluaran penjimatan tenaga dan mesra alam dan proses pengeluaran aliran pendek. Berdasarkan teknologi ini, digabungkan dengan proses pemutus pelindung, produk tuangan dan keluli berkualiti tinggi dapat dihasilkan.