
- 06
- Apr
Montaje en caliente con calentamiento a frecuencia industrial y descarga en caliente del aro interior del rodamiento
Calentamiento de frecuencia industrial montaje en caliente y descarga en caliente del aro interior del rodamiento
El aro interior del rodamiento se encamisa en el eje, y el aro interior y el eje se fijan juntos mediante el ajuste de interferencia del eje al orificio. El anillo interior se expande después del calentamiento, por lo que se puede colocar fácilmente en el eje. Después del enfriamiento, el eje se aprieta. Después de un cierto período de uso, el anillo interior se desgasta y necesita ser reemplazado. En el pasado, se usaba un extractor para sacar el anillo interior del eje, lo que tensaba la superficie del eje. Si el aro interior del eje se puede calentar rápidamente, el diámetro del eje no se expandirá o será muy grande debido a la expansión del aro interior. Con menos aumento, el anillo interior se puede quitar del eje. Esta es la llamada descarga térmica. La superficie del eje no se deformará y se puede reutilizar sin reparación.
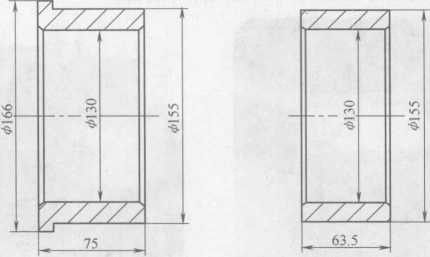
En la figura 12-62 se muestra un anillo interior de rodamiento para ejes de locomotoras de ferrocarril. Consta de dos anillos, que se instalan uno por uno cuando se instala el eje, y los dos anillos se retiran al mismo tiempo cuando se retira del eje. Las masas de los dos anillos interiores son 3.54 kg y 2.77 kg respectivamente, y se requiere que la temperatura de calentamiento para la carga y descarga en caliente sea de 130Y.
 El aro interior del rodamiento se puede montar en caliente en el eje siempre que la temperatura de calentamiento alcance los 130 °C. En cuanto a la duración del tiempo de calentamiento
El aro interior del rodamiento se puede montar en caliente en el eje siempre que la temperatura de calentamiento alcance los 130 °C. En cuanto a la duración del tiempo de calentamiento
Figura 12-62 Anillo interior del rodamiento
No importa mucho, pero para quitar térmicamente el anillo interno del rodamiento del eje, la cantidad de tiempo con el calentamiento por inducción de frecuencia industrial es muy importante. Si el tiempo de calentamiento es largo, el eje también se calentará y será difícil quitar el anillo interior del rodamiento. La figura 12-63 muestra la relación entre el diámetro interior del rodamiento y el tiempo de calentamiento por inducción, que se puede utilizar como referencia para seleccionar el tiempo de calentamiento por inducción durante los cálculos de diseño.。
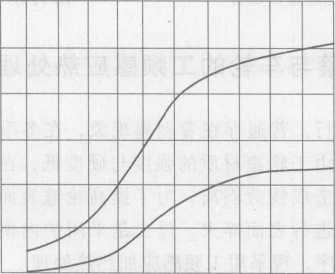
Figura 12-63 Tiempo de calentamiento para descarga térmica del aro interior del rodamiento
La Figura 12-64 muestra el equipo de calentamiento por inducción a frecuencia industrial para el calentamiento de carga y descarga en caliente del aro interior del rodamiento. El lado izquierdo de la figura es el inductor de frecuencia de potencia y el lado derecho es el gabinete de control eléctrico. La bobina del inductor de frecuencia de potencia está hecha de alambre de cobre puro de 3.28 mm x 8.6 mm. El diámetro interior de la bobina es de 74 mm. En el exterior de la bobina hay 12 juegos de conductores magnéticos laminados con láminas de acero al silicio. Los dos extremos se sujetan con placas de acero y se ensamblan en un asiento. El asiento está equipado con 4 rodillos para sacar el anillo interior del eje durante la descarga de calor. El gabinete de control eléctrico está equipado con luces indicadoras, relés de tiempo y contactor de CA, etc., que se utilizan para controlar el tiempo de encendido y apagado del inductor. Cuando el inductor de frecuencia de potencia está funcionando, el voltaje es de 380 V, la corriente es de 88 A y la potencia es de 21 kW. El aro interior del rodamiento se puede calentar durante 30 s a 130 Y, y el aro interior del rodamiento se puede quitar del eje.
