
- 06
- Apr
ベアリング内輪の電源周波数加熱ホットアセンブリとホットアンロード
電力周波数加熱 ベアリング内輪のホットアセンブリとホットアンロード
軸受の内輪は軸にスリーブが付いており、内輪と軸は軸の穴への締まりばめにより固定されています。 内輪は加熱すると膨張するため、シャフトに簡単に装着できます。 冷却後、シャフトを締めます。 一定期間使用すると、内輪が摩耗し、交換が必要になります。 以前は、プーラーを使用してシャフトから内輪を引っ張っていましたが、これによりシャフトの表面に歪みが生じていました。 シャフトの内輪を素早く加熱できる場合、内輪の膨張により軸の直径が膨張しないか、非常に大きくなります。 増加を少なくすると、内輪をシャフトから取り外すことができます。 これはいわゆるサーマルアンロードです。 シャフトの表面に負担がかからず、修理せずに再利用できます。
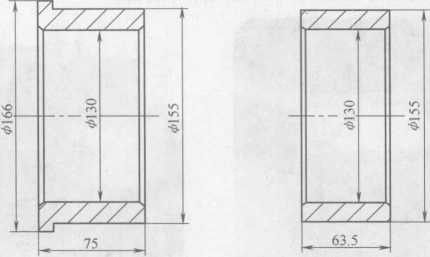
鉄道機関車の車軸用のベアリング内輪を図12-62に示します。 3.54つのリングで構成されており、シャフトを取り付けるときに2.77つずつ取り付けられ、シャフトから取り外すときに130つのリングを同時に取り外します。 XNUMXつの内輪の質量はそれぞれXNUMXkgとXNUMXkgであり、ホットロードとホットアンロードの加熱温度はXNUMXYである必要があります。
 ベアリングの内輪は、加熱温度が130℃に達する限り、シャフトにホットマウントすることができます。 加熱時間の長さは
ベアリングの内輪は、加熱温度が130℃に達する限り、シャフトにホットマウントすることができます。 加熱時間の長さは
図12-62ベアリング内輪
それほど重要ではありませんが、ベアリングの内輪をシャフトから熱的に取り除くには、電源周波数誘導加熱の時間の長さが非常に重要です。 加熱時間が長いとシャフトも熱くなり、ベアリングの内輪が外れにくくなります。 図12-63に、軸受内径と誘導加熱時間の関係を示します。これは、設計計算時に誘導加熱時間を選択するための参照として使用できます。
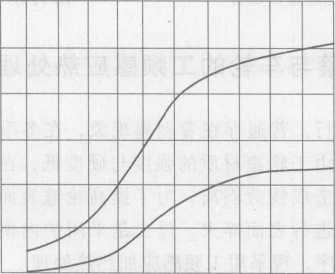
図12-63ベアリング内輪のサーマルアンロードの加熱時間
図12-64は、ベアリング内輪のホットロードおよびホットアンロード加熱用の電源周波数誘導加熱装置を示しています。 図の左側は電源周波数インダクタで、右側は電気制御盤です。 電力周波数インダクタのコイルは、3.28mmX8.6mmの純銅線でできています。 コイルの内径は74mmです。 コイルの外側には、シリコン鋼板でラミネートされた12セットの磁気導体があります。 両端を鋼板で固定し、シートに組み付けます。 シートには4つのローラーが装備されており、熱の除荷時に内輪をシャフトから外します。 電気制御盤には、インダクタの電源オン時間と電源オフ時間を制御するためのインジケータライト、タイムリレー、ACコンタクタなどが装備されています。 電力周波数インダクタが動作しているとき、電圧は380V、電流は88A、電力は21kWです。 ベアリング内輪は30秒から130Yまで加熱でき、ベアリング内輪はシャフトから取り外すことができます。
