
- 06
- Apr
Нагрев промышленной частоты, горячая сборка и горячая разгрузка внутреннего кольца подшипника
Нагрев промышленной частоты горячая сборка и горячая разгрузка внутреннего кольца подшипника
Внутреннее кольцо подшипника надевается на вал, а внутреннее кольцо и вал фиксируются вместе за счет посадки вала с натягом в отверстие. Внутреннее кольцо расширяется после нагрева, так что его можно легко надеть на вал. После остывания вал затягивается. После определенного периода использования внутреннее кольцо изнашивается и требует замены. Раньше для снятия внутреннего кольца с вала использовался съемник, который натягивал поверхность вала. Если внутреннее кольцо на валу можно быстро нагреть, диаметр вала не увеличится или будет очень большим из-за расширения внутреннего кольца. При меньшем увеличении внутреннее кольцо можно снять с вала. Это так называемая термическая разгрузка. Поверхность вала не будет напрягаться, и его можно использовать повторно без ремонта.
Внутреннее кольцо подшипника осей железнодорожных локомотивов показано на Рисунке 12-62. Он состоит из двух колец, которые устанавливаются одно за другим при установке вала, и два кольца снимаются одновременно при его снятии с вала. Масса двух внутренних колец составляет 3.54 кг и 2.77 кг соответственно, а температура нагрева для горячей загрузки и горячей разгрузки должна составлять 130 Y.
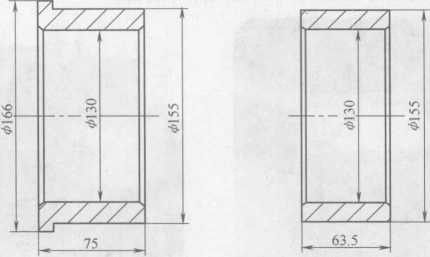 Внутреннее кольцо подшипника можно монтировать на вал в горячем состоянии, если температура нагрева достигает 130°C. Что касается продолжительности нагрева
Внутреннее кольцо подшипника можно монтировать на вал в горячем состоянии, если температура нагрева достигает 130°C. Что касается продолжительности нагрева
Рисунок 12-62 Внутреннее кольцо подшипника
Это не имеет большого значения, но для термического снятия внутреннего кольца подшипника с вала очень важно время индукционного нагрева промышленной частоты. Если время нагрева большое, вал также будет нагреваться, и будет трудно снять внутреннее кольцо подшипника. На рис. 12-63 показана взаимосвязь между внутренним диаметром подшипника и временем индукционного нагрева, которую можно использовать в качестве справочной информации для выбора времени индукционного нагрева во время проектных расчетов.。
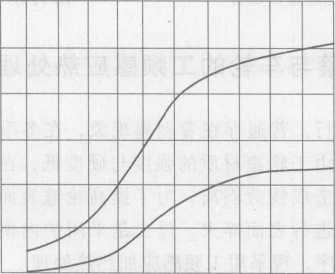
Рисунок 12-63 Время нагрева для термической разгрузки внутреннего кольца подшипника
На рис. 12-64 показано оборудование индукционного нагрева промышленной частоты для горячей загрузки и горячей разгрузки внутреннего кольца подшипника. Левая сторона рисунка – это индуктор промышленной частоты, а правая сторона – шкаф электрического управления. Катушка индуктора промышленной частоты изготовлена из чистой медной проволоки сечением 3.28 мм X 8.6 мм. Внутренний диаметр катушки 74 мм. На внешней стороне катушки имеется 12 комплектов магнитопроводов, ламинированных листами из кремнистой стали. Два конца скреплены стальными пластинами и собраны на сиденье. Седло оснащено 4 роликами для смещения внутреннего кольца с вала при тепловой разгрузке. Электрический шкаф управления оснащен световыми индикаторами, реле времени и контактором переменного тока и т. д., используемыми для контроля времени включения и выключения индуктора. При работе индуктора промышленной частоты напряжение составляет 380 В, ток 88 А, мощность 21 кВт. Внутреннее кольцо подшипника можно нагревать от 30 с до 130 Y, а внутреннее кольцо подшипника можно снять с вала.
