
- 02
- Mar
Induksie verwarming oond vir krukas smee
Induksie verwarming oond vir krukas smee
Ten einde die inherente kwaliteit van die krukas te verbeter, gebruik die krukas-produksie-aanleg die volle vesel graaf smee krukas proses. Die verhitting voor smee het nog altyd ‘n aardgas-oond vir plaaslike verhitting gebruik. Weens die lang verhittingstyd het die krukas groot kristalkorrels, meer oksiedskubbe en groot aardgasverbruik. Energievermorsing is ernstig. Ten einde die verouderde produksietegnologie en toerusting te verander, het die krukasproduksieaanleg voorgestel om ‘n induksie verwarming oond om die krukas met alle vesel te smee, dus is ‘n stel induksieverhittingoondtoerusting vir gedeeltelike verhitting van die krukas ontwerp en vervaardig vir die produksieaanleg om te gebruik.
Die vorm en grootte van die plaaslike verwarmingsdeel van die krukas word in Figuur 12-96 getoon, die maksimum buitenste deursnee is Φ310mm, die lengte van die verwarmingsdeel is Φ580mm, die materiaal van die krukas is legeringstaal, die verhittingstemperatuur is 1200 ℃, die radiale temperatuurverskil is nie meer as 100 ℃ nie, en die verhittingstyd is 20 min.
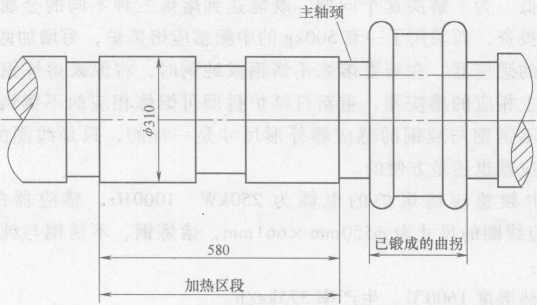
Figuur 12-96 Krukas
Die intermediêre frekwensie-induktor wat vir plaaslike verhitting van die krukas gebruik word, is enkelfase, en ‘n magnetiese geleier gemaak van silikonstaalplate is om die induksiespoel gerangskik. Die spoel word gewikkel met ‘n ronde gat eksentrieke suiwer koperbuis 30mm x 15mm/10mm X 2mm, en ‘n suiwer koperbuis word gewikkel. Daar is alkalivrye glaslinte, wat vernis en gedroog word. Die induksiespoel word saamgepers met ‘n veerkompressie-toestel om vibrasie tydens werking te vermy. Die terminaalspanning van die induktor is 500V, die krag is 500kW en die geïnstalleerde krag is 800kW. Die kragtoevoerstelsel is drie-fase, en die enkel-fase las is gebalanseer na die drie-fase met kapasitors en reaktors.
Volgens inligting van ‘n ander krukasvervaardiger is die buitenste deursnee van die krukas Φ200mm, die lengte van die verwarmingsdeel is 420mm, die verhittingstemperatuur is 1200 ℃, en die radiale temperatuurverskil is 125 geen. Die korrelgrootte van die krukas wat met aardgasverhitting gesmee is, is 4-5 na die eerste hittebehandeling (onder 4 is ongekwalifiseerd), die krukas gesmee deur die induksieverhittingoond, die korrelgrootte is 5 na die eerste hittebehandeling -6 graad; die kwalifikasiekoers van eenmalige mikro-smee van die krukas is 77% vir aardgas-oondverhitting en 95% vir intermediêre frekwensie induksieverhitting; die maksimum kromming van die krukas (voor reguit) is 30 mm vir aardgas-oondverhitting en 15 mm vir induksie-verhittingsoond; Krukas-verhitting-energieverbruik (omgeskakel na standaardsteenkool), aardgas-oondverhitting-energieverbruik is 2018kg/stuk, en induksie-verhittingoond energieverbruik is 154kg/stuk. Daarom word die verhitting van die krukas voor smee verander van aardgas-oondverhitting na induksieverhittingsoond, wat die kwaliteit van die produk verbeter, energieverbruik verminder en ooglopende ekonomiese voordele inhou. Terselfdertyd word die werkswinkelomgewing verbeter en arbeidsintensiteit verminder.