
- 02
- Mar
Indukční ohřívací pec pro kování klikové hřídele
Indukční ohřívací pec pro kování klikové hřídele
Aby se zlepšila vlastní kvalita klikového hřídele, závod na výrobu klikového hřídele používá proces kování klikového hřídele s plným vláknem. Ohřev před kováním vždy využíval pec na zemní plyn pro lokální vytápění. Kvůli dlouhé době ohřevu má klikový hřídel velká krystalová zrna, více oxidových okují a velkou spotřebu zemního plynu. Plýtvání energií je vážné. Pro změnu zastaralé výrobní technologie a zařízení navrhl závod na výrobu klikových hřídelí použít an indukční ohřívací pec vykovat klikovou hřídel celou vláknem, proto byla pro výrobní závod navržena a vyrobena sestava zařízení indukční pece pro částečný ohřev klikové hřídele.
Tvar a velikost lokální topné části klikové hřídele jsou na obrázku 12-96, maximální vnější průměr je Φ310mm, délka topné části je Φ580mm, materiál klikové hřídele je legovaná ocel, teplota ohřevu je 1200 ℃, radiální teplotní rozdíl není větší než 100 ℃ a doba ohřevu je 20 minut.
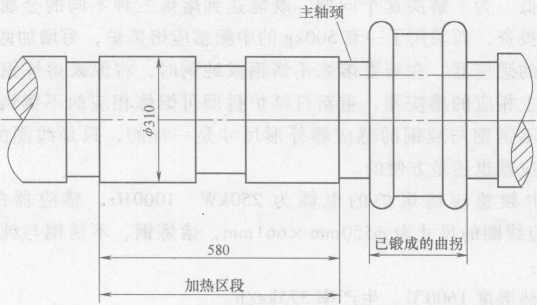
Obrázek 12-96 Klikový hřídel
Mezifrekvenční induktor používaný pro lokální ohřev klikové hřídele je jednofázový a kolem indukční cívky je uspořádán magnetický vodič z křemíkových ocelových plechů. Cívka je navinuta pomocí excentrické čisté měděné trubky s kulatým otvorem 30 mm x 15 mm/10 mm X 2 mm a je navinuta trubice z čisté mědi. Existují skleněné pásky bez alkálií, které se lakují a suší. Indukční cívka je stlačena pružinovým stlačovacím zařízením, aby se zabránilo vibracím během provozu. Svorkové napětí induktoru je 500V, výkon je 500kW a instalovaný výkon je 800kW. Systém napájení je třífázový a jednofázová zátěž je vyvážena na třífázovou pomocí kondenzátorů a tlumivek.
Podle informací jiného výrobce klikového hřídele je vnější průměr klikového hřídele Φ200 mm, délka topné části je 420 mm, teplota ohřevu je 1200 ℃ a radiální teplotní rozdíl je 125 žádný. Zrnitost klikového hřídele kovaného ohřevem zemním plynem je 4-5 po prvním tepelném zpracování (pod 4 není kvalifikováno), klikový hřídel kovaný indukční ohřívací pecí, zrnitost je 5 po prvním tepelném zpracování -6 stupeň; míra kvalifikace jednorázového mikrokování klikového hřídele je 77 % pro ohřev pece na zemní plyn a 95 % pro středněfrekvenční indukční ohřev; maximální zakřivení klikové hřídele (před rovnáním) je 30 mm pro ohřev pece na zemní plyn a 15 mm pro indukční ohřev pece ;Spotřeba energie na ohřev klikové hřídele (přepočteno na standardní uhlí), spotřeba energie na ohřev pece na zemní plyn je 2018 kg/kus a indukční ohřev pece spotřeba energie je 154kg/kus. Proto se ohřev klikového hřídele před kováním mění z ohřevu pece na zemní plyn na indukční ohřev pece, což zlepšuje kvalitu produktu, snižuje spotřebu energie a má zjevné ekonomické výhody. Zároveň se zlepšuje prostředí dílny a snižuje se pracnost.