
- 02
- Mar
Indukčná vykurovacia pec na kovanie kľukového hriadeľa
Indukčná vykurovacia pec na kovanie kľukového hriadeľa
Aby sa zlepšila vlastná kvalita kľukového hriadeľa, závod na výrobu kľukového hriadeľa používa proces kovania kľukového hriadeľa s plným vláknom. Ohrev pred kovaním vždy využíval pec na zemný plyn na lokálne vykurovanie. Kvôli dlhej dobe ohrevu má kľukový hriadeľ veľké kryštálové zrná, viac oxidových šupín a veľkú spotrebu zemného plynu. Plytvanie energiou je vážne. Pre zmenu zastaranej výrobnej technológie a zariadenia navrhol závod na výrobu kľukových hriadeľov použiť an indukčná vykurovacia pec vykovať kľukový hriadeľ celým vláknom, preto bola pre výrobný závod navrhnutá a vyrobená súprava indukčného ohrevného pecného zariadenia na čiastočný ohrev kľukového hriadeľa.
Tvar a veľkosť lokálnej vykurovacej časti kľukového hriadeľa je znázornená na obrázku 12-96, maximálny vonkajší priemer je Φ310 mm, dĺžka vykurovacej časti je Φ580 mm, materiál kľukového hriadeľa je legovaná oceľ, teplota ohrevu je 1200 ℃, radiálny teplotný rozdiel nie je väčší ako 100 ℃ a čas ohrevu je 20 minút.
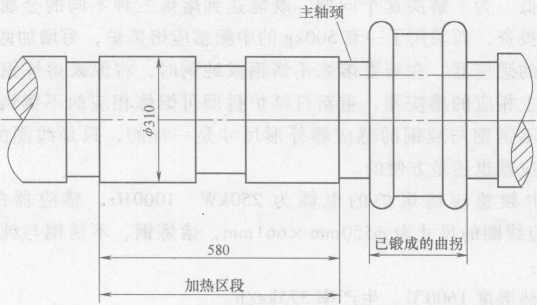
Obrázok 12-96 Kľukový hriadeľ
Medzifrekvenčná tlmivka používaná na lokálny ohrev kľukového hriadeľa je jednofázová a okolo indukčnej cievky je usporiadaný magnetický vodič vyrobený z plechov z kremíkovej ocele. Cievka je navinutá s okrúhlym otvorom excentrickej čistej medenej trubice 30 mm x 15 mm/10 mm X 2 mm a je navinutá čistá medená trubica. Existujú sklenené stuhy bez alkálií, ktoré sú lakované a sušené. Indukčná cievka je stlačená pomocou zariadenia na stláčanie pružiny, aby sa zabránilo vibráciám počas prevádzky. Svorkové napätie tlmivky je 500V, výkon je 500kW a inštalovaný výkon je 800kW. Systém napájania je trojfázový a jednofázová záťaž je vyvážená na trojfázovú pomocou kondenzátorov a reaktorov.
Podľa iného výrobcu kľukového hriadeľa je vonkajší priemer kľukového hriadeľa Φ200 mm, dĺžka vyhrievacej časti je 420 mm, teplota vykurovania je 1200 ℃ a radiálny teplotný rozdiel je 125 žiadny. Zrnitosť kľukového hriadeľa kovaného ohrevom zemným plynom je 4-5 po prvom tepelnom spracovaní (pod 4 je nekvalifikované), kľukový hriadeľ kovaný indukčnou vykurovacou pecou, veľkosť zrna je 5 po prvom tepelnom spracovaní -6 stupeň; kvalifikačná miera jednorazového mikrokovania kľukového hriadeľa je 77 % pre ohrev pece na zemný plyn a 95 % pre strednofrekvenčný indukčný ohrev; maximálne zakrivenie kľukového hriadeľa (pred vyrovnaním) je 30 mm pre ohrev pece na zemný plyn a 15 mm pre indukčnú pec ;Spotreba energie na ohrev kľukového hriadeľa (prepočítaná na štandardné uhlie), spotreba energie na ohrev pece na zemný plyn je 2018 kg/kus a indukčná pec spotreba energie je 154kg/kus. Preto sa ohrev kľukového hriadeľa pred kovaním mení z ohrevu pece na zemný plyn na indukčnú pec, čo zlepšuje kvalitu produktu, znižuje spotrebu energie a má zjavné ekonomické výhody. Zároveň sa zlepšuje prostredie dielne a znižuje sa pracovná náročnosť.