
- 02
- Mar
Cuptor de incalzire cu inductie pentru forjarea arborelui cotit
Cuptor de incalzire cu inductie pentru forjarea arborelui cotit
Pentru a îmbunătăți calitatea inerentă a arborelui cotit, instalația de producție a arborelui cotit folosește procesul de forjare a arborelui cotit din fibre complete. Încălzirea înainte de forjare a folosit întotdeauna un cuptor cu gaz natural pentru încălzirea locală. Datorită timpului lung de încălzire, arborele cotit are granule mari de cristal, mai multe solzi de oxizi și un consum mare de gaz natural. Risipirea de energie este serioasă. Pentru a schimba tehnologia și echipamentele de producție învechite, uzina de producție a arborelui cotit a propus să utilizeze un cuptor de încălzire prin inducție pentru a forja arborele cotit cu toate fibrele, astfel încât un set de echipamente pentru cuptorul de încălzire prin inducție pentru încălzirea parțială a arborelui cotit a fost proiectat și fabricat pentru uzina de producție.
Forma și dimensiunea părții de încălzire locală a arborelui cotit sunt prezentate în Figura 12-96, diametrul exterior maxim este Φ310mm, lungimea părții de încălzire este Φ580mm, materialul arborelui cotit este oțel aliat, temperatura de încălzire este 1200 ℃, diferența de temperatură radială nu este mai mare de 100 ℃, iar timpul de încălzire este de 20 min.
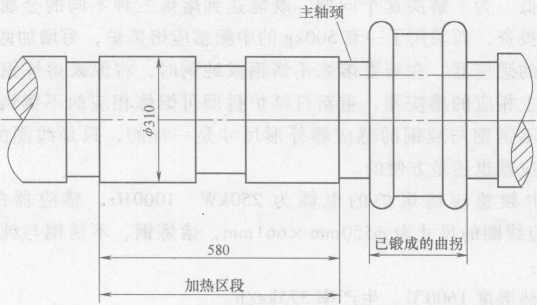
Figura 12-96 Arborele cotit
Inductorul de frecvență intermediară utilizat pentru încălzirea locală a arborelui cotit este monofazat, iar în jurul bobinei de inducție este aranjat un conductor magnetic din foi de oțel siliconic. Bobina este înfășurată cu un tub de cupru pur excentric cu orificii rotunde de 30 mm x 15 mm/10 mm x 2 mm, iar un tub de cupru pur este înfășurat. Există panglici de sticlă fără alcali, care sunt lăcuite și uscate. Bobina de inducție este comprimată cu un dispozitiv de compresie cu arc pentru a evita vibrațiile în timpul funcționării. Tensiunea la borna a inductorului este de 500V, puterea este de 500kW, iar puterea instalată este de 800kW. Sistemul de alimentare este trifazat, iar sarcina monofazată este echilibrată cu cea trifazată cu condensatoare și reactoare.
Conform informațiilor unui alt producător de arbore cotit, diametrul exterior al arborelui cotit este de Φ200 mm, lungimea părții de încălzire este de 420 mm, temperatura de încălzire este de 1200 ℃ și diferența de temperatură radială este de 125 nici unul. Dimensiunea boabelor arborelui cotit forjat cu încălzire cu gaz natural este de 4-5 după primul tratament termic (sub 4 este necalificat), arborele cotit forjat de cuptorul de încălzire cu inducție, dimensiunea boabelor este de 5 după primul tratament termic -6 grad; rata de calificare a microforjarii unice a arborelui cotit este de 77% pentru încălzirea cuptorului cu gaz natural și de 95% pentru încălzirea prin inducție cu frecvență intermediară; curbura maximă a arborelui cotit (înainte de îndreptare) este de 30 mm pentru încălzirea cuptorului cu gaz natural și 15 mm pentru cuptorul de încălzire cu inducție; Consumul de energie pentru încălzirea arborelui cotit (convertit în cărbune standard), consumul de energie pentru încălzirea cuptorului cu gaz natural este de 2018 kg/buc și cuptorul de încălzire cu inducție consumul de energie este de 154 kg/buc. Prin urmare, încălzirea arborelui cotit înainte de forjare este schimbată de la încălzirea cuptorului cu gaz natural la cuptorul de încălzire prin inducție, ceea ce îmbunătățește calitatea produsului, reduce consumul de energie și are beneficii economice evidente. În același timp, mediul atelierului este îmbunătățit și intensitatea muncii este redusă.