
- 02
- Mar
Krank mili dövme için endüksiyonlu ısıtma fırını
Krank mili dövme için endüksiyonlu ısıtma fırını
Krank milinin doğal kalitesini iyileştirmek için, krank mili üretim tesisi, tam fiber kürek dövme krank mili sürecini kullanır. Dövme öncesi ısıtma, yerel ısıtma için her zaman bir doğal gaz fırını kullanmıştır. Uzun ısıtma süresi nedeniyle krank milinde büyük kristal tanecikler, daha fazla oksit tortusu ve büyük doğal gaz tüketimi vardır. Enerji israfı ciddidir. Eski üretim teknolojisini ve ekipmanını değiştirmek için, krank mili üretim tesisi bir krank mili kullanmayı önerdi. indüksiyon ısıtma fırını krank milini tüm elyafla dövmek için, bu nedenle krank milinin kısmi ısıtılması için bir dizi indüksiyonlu ısıtma fırını ekipmanı, üretim tesisinin kullanması için tasarlanmış ve üretilmiştir.
Krank milinin yerel ısıtma parçasının şekli ve boyutu Şekil 12-96’da gösterilmektedir, maksimum dış çap Φ310mm, ısıtma parçasının uzunluğu Φ580mm, krank milinin malzemesi alaşımlı çelik, ısıtma sıcaklığı 1200 ℃, radyal sıcaklık farkı 100 ℃’den fazla değildir ve ısıtma süresi 20 dakikadır.
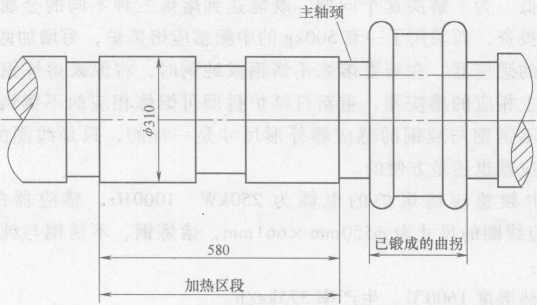
Şekil 12-96 Krank Mili
Krank milinin lokal olarak ısıtılması için kullanılan ara frekans indüktörü tek fazlıdır ve indüksiyon bobininin etrafına silikon çelik levhalardan yapılmış bir manyetik iletken yerleştirilmiştir. Bobin 30mm x 15mm/10mm X 2mm yuvarlak delikli eksantrik saf bakır boru ile sarılır ve saf bakır boru sarılır. Verniklenmiş ve kurutulmuş alkali içermeyen cam şeritler vardır. İndüksiyon bobini, çalışma sırasında titreşimi önlemek için bir yay sıkıştırma cihazı ile sıkıştırılır. İndüktörün terminal voltajı 500V, güç 500kW ve kurulu güç 800kW’dır. Güç kaynağı sistemi üç fazlıdır ve tek fazlı yük, kapasitörler ve reaktörler ile üç faza dengelenmiştir.
Başka bir krank mili üreticisinin bilgilerine göre, krank milinin dış çapı Φ200mm, ısıtma parçasının uzunluğu 420mm, ısıtma sıcaklığı 1200℃ ve radyal sıcaklık farkı 125 yok. Doğal gazlı ısıtma ile dövülmüş krank milinin tane boyutu, ilk ısıl işlemden sonra 4-5’tir (4’ün altında niteliksizdir), endüksiyonlu ısıtma fırını tarafından dövülen krank mili, ilk ısıl işlemden sonra tane boyutu 5’tir -6 derece; krank milinin bir kerelik mikro dövme yeterlilik oranı, doğal gazlı fırın ısıtması için %77 ve ara frekanslı endüksiyonlu ısıtma için %95’tir; krank milinin maksimum eğriliği (düzleştirmeden önce) doğal gazlı fırın ısıtması için 30 mm ve indüksiyonlu ısıtma fırını için 15 mm’dir; Krank mili ısıtma enerjisi tüketimi (standart kömüre dönüştürülmüş), doğal gazlı fırın ısıtma enerjisi tüketimi 2018 kg/adet ve indüksiyonlu ısıtma fırını enerji tüketimi 154kg/adet. Bu nedenle, dövme öncesi krank milinin ısıtılması, doğal gazlı fırın ısıtmasından, ürün kalitesini artıran, enerji tüketimini azaltan ve belirgin ekonomik faydaları olan indüksiyonlu ısıtma fırınına değiştirilir. Aynı zamanda, atölye ortamı iyileştirilir ve emek yoğunluğu azalır.