
- 02
- Mar
Иінді білікті соғуға арналған индукциялық қыздыру пеші
Иінді білікті соғуға арналған индукциялық қыздыру пеші
Иінді біліктің тән сапасын жақсарту үшін иінді білікті өндіру зауыты иінді біліктің толық талшықты күрек соғу процесін пайдаланады. соғу алдында жылыту әрқашан жергілікті жылыту үшін табиғи газ пешін пайдаланды. Ұзақ қыздыру уақытына байланысты иінді біліктің үлкен кристалдық түйіршіктері, оксидті қабыршақтары көбірек және табиғи газды көп тұтыну. Энергия қалдықтары ауыр. Ескірген өндіріс технологиясы мен құрал-жабдықтарын өзгерту үшін иінді білік шығаратын зауыт ан индукциялық қыздыру пеші иінді білікті барлық талшықпен соғу үшін, сондықтан иінді білікті ішінара қыздыруға арналған индукциялық қыздыру пешінің жабдығының жиынтығы өндірістік цехтың пайдалануы үшін жобаланып, дайындалды.
Иінді біліктің жергілікті қыздыру бөлігінің пішіні мен өлшемі 12-96 суретте көрсетілген, максималды сыртқы диаметрі Φ310мм, қыздыру бөлігінің ұзындығы Φ580мм, иінді біліктің материалы легирленген болат, қыздыру температурасы 1200. ℃, радиалды температура айырмашылығы 100 ℃ аспайды, ал қыздыру уақыты 20 мин.
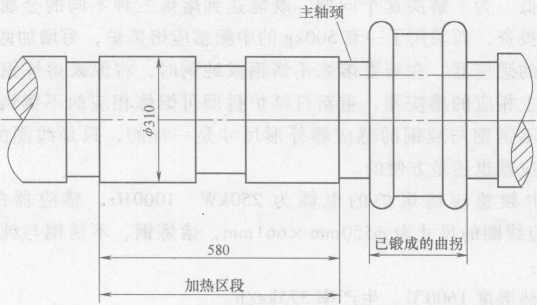
Сурет 12-96 Иінді білік
Иінді білікті жергілікті қыздыру үшін қолданылатын аралық жиілік индукторы бір фазалы болып табылады, ал индукциялық катушка айналасында кремний болат парақтардан жасалған магниттік өткізгіш орналастырылған. Орам 30мм x 15мм/10мм X 2мм дөңгелек тесігі эксцентрлі таза мыс түтікпен, ал таза мыс түтікпен оралған. Сілтісіз шыны таспалар бар, олар лакпен боялған және кептіріледі. Жұмыс кезінде дірілді болдырмау үшін индукциялық катушка серіппелі қысу құрылғысымен қысылады. Индуктордың терминалдық кернеуі 500В, қуаты 500кВт, ал орнатылған қуаты 800кВт. Электрмен жабдықтау жүйесі үш фазалы, ал бір фазалы жүктеме конденсаторлар мен реакторлармен үш фазаға теңестіріледі.
Басқа иінді білікті өндірушінің ақпаратына сәйкес, иінді біліктің сыртқы диаметрі Φ200мм, қыздыру бөлігінің ұзындығы 420мм, қыздыру температурасы 1200℃, ал радиалды температура айырмашылығы 125 жоқ. Табиғи газбен жылытумен соғылған иінді біліктің түйіршік өлшемі бірінші термиялық өңдеуден кейін 4-5 (4-тен төмен біліктіліксіз), индукциялық қыздыру пешімен соғылған иінді білікті, бірінші термиялық өңдеуден кейін дән өлшемі -5 сортты; иінді білікті бір реттік микро соғудың біліктілік нормасы табиғи газ пешін жылыту үшін 6% және аралық жиілікті индукциялық қыздыру үшін 77% құрайды; иінді біліктің максималды қисаюы (түзету алдында) табиғи газ пешін қыздыру үшін 95 мм және индукциялық қыздыру пеші үшін 30 мм ;Иінді білікті қыздыру энергиясының шығыны (стандартты көмірге айналдырылған), табиғи газ пешін жылыту энергиясының шығыны 15 кг/дана, индукциялық қыздыру пеші энергия шығыны 2018 кг/дана. Сондықтан соғуға дейінгі иінді біліктің қызуы табиғи газды қыздыру пешінен индукциялық қыздыру пешіне ауыстырылады, бұл өнімнің сапасын жақсартады, энергия шығынын азайтады және айқын экономикалық тиімділікке ие. Бұл ретте цехтың жағдайы жақсарып, еңбек сыйымдылығы төмендейді.