
- 02
- Mar
크랭크축 단조용 유도 가열로
크랭크축 단조용 유도 가열로
크랭크 샤프트의 고유한 품질을 개선하기 위해 크랭크 샤프트 생산 공장은 전체 섬유 스페이드 단조 크랭크 샤프트 공정을 사용합니다. 단조 전 가열은 항상 국부 가열을 위해 천연 가스로를 사용했습니다. 긴 가열 시간으로 인해 크랭크 샤프트는 결정립이 크고 산화물 스케일이 더 많으며 천연 가스 소비량이 많습니다. 에너지 낭비가 심각합니다. 구식 생산 기술 및 장비를 변경하기 위해 크랭크 샤프트 생산 공장에서 제안한 유도 가열로 모든 섬유로 크랭크 샤프트를 단조하기 위해 크랭크 샤프트의 부분 가열을위한 유도 가열로 장비 세트가 생산 공장에서 사용하도록 설계 및 제조되었습니다.
크랭크 샤프트의 국부 가열 부분의 모양과 크기는 그림 12-96에 나와 있으며 최대 외경은 Φ310mm, 가열 부분의 길이는 Φ580mm, 크랭크 샤프트의 재질은 합금강, 가열 온도는 1200입니다. ℃, 반경 방향 온도 차이는 100℃ 이하, 가열 시간은 20분입니다.
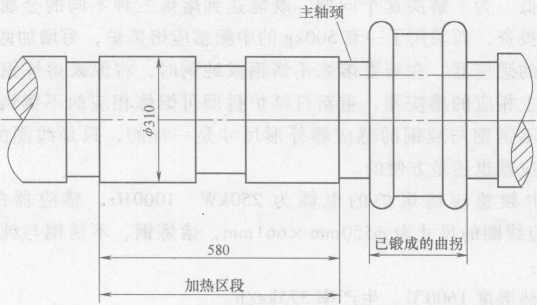
그림 12-96 크랭크축
크랭크 샤프트의 국부 가열에 사용되는 중간 주파수 인덕터는 단상이며 유도 코일 주위에 규소 강판으로 만들어진 자기 도체가 배치됩니다. 코일은 편심 둥근 구멍이 있는 순동관 30mm x 15mm/10mm x 2mm로 감고 순동관을 감습니다. 니스로 칠하고 건조시킨 무알칼리 유리 리본이 있습니다. 유도 코일은 작동 중 진동을 피하기 위해 스프링 압축 장치로 압축됩니다. 인덕터의 단자전압은 500V, 전력은 500kW, 설치전력은 800kW이다. 전원 공급 시스템은 XNUMX상이며 단상 부하는 커패시터 및 리액터를 통해 XNUMX상으로 균형을 이룹니다.
다른 크랭크샤프트 제조사의 정보에 따르면 크랭크샤프트의 외경은 Φ200mm, 발열부의 길이는 420mm, 가열온도는 1200℃, 반경방향 온도차는 125도 없음. 천연 가스 가열로 단조 된 크랭크 샤프트의 입자 크기는 첫 번째 열처리 후 4-5이며 (4 미만은 부적격), 유도 가열로에서 단조 된 크랭크 샤프트는 첫 번째 열처리 후 5 -6 등급입니다. 크랭크축의 77회 미세 단조의 적격률은 천연 가스로 가열의 경우 95%, 중간 주파수 유도 가열의 경우 30%입니다. 크랭크축(교정 전)의 최대 곡률은 천연 가스로 가열의 경우 15mm, 유도 가열로의 경우 2018mm입니다. 크랭크축 가열 에너지 소비(표준 석탄으로 변환), 천연 가스로 가열 에너지 소비는 154kg/개 및 유도 가열로 에너지 소비는 XNUMXkg/개입니다. 따라서 단조 전 크랭크 샤프트의 가열은 천연 가스로 가열에서 유도 가열로로 변경되어 제품 품질을 향상시키고 에너지 소비를 줄이며 명백한 경제적 이점이 있습니다. 동시에 작업장 환경이 개선되고 노동 집약도가 감소합니다.