
- 02
- Mar
Inductieverwarmingsoven voor het smeden van krukassen
Inductieverwarmingsoven voor het smeden van krukassen
Om de inherente kwaliteit van de krukas te verbeteren, gebruikt de fabriek voor de productie van krukassen het krukasproces voor het smeden van volledige vezels. De verwarming voor het smeden heeft altijd een aardgasoven gebruikt voor lokale verwarming. Door de lange opwarmtijd heeft de krukas grote kristalkorrels, meer oxideschilfers en een groot aardgasverbruik. Energieverspilling is ernstig. Om de verouderde productietechnologie en apparatuur te veranderen, stelde de fabriek voor de productie van krukassen voor om een inductie verwarmingsoven om de krukas met alle vezels te smeden, dus werd een set inductieverwarmingsovenapparatuur voor gedeeltelijke verwarming van de krukas ontworpen en vervaardigd voor gebruik door de productiefabriek.
De vorm en grootte van het lokale verwarmingsgedeelte van de krukas zijn weergegeven in figuur 12-96, de maximale buitendiameter is Φ310 mm, de lengte van het verwarmingsgedeelte is Φ580 mm, het materiaal van de krukas is gelegeerd staal, de verwarmingstemperatuur is 1200 ℃, het radiale temperatuurverschil is niet meer dan 100 en de verwarmingstijd is 20 mino.
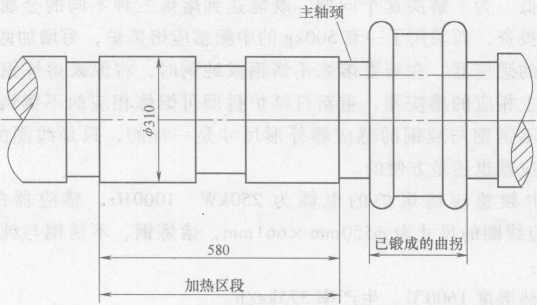
Figuur 12-96 Krukas
De middenfrequentie-inductor die wordt gebruikt voor lokale verwarming van de krukas is eenfasig en rond de inductiespoel is een magnetische geleider van siliciumstaalplaten aangebracht. De spoel is gewikkeld met een excentrische buis van puur koper met een rond gat van 30 mm x 15 mm / 10 mm x 2 mm en een buis van puur koper is gewikkeld. Er zijn alkalivrije glaslinten, die zijn gelakt en gedroogd. De inductiespoel wordt gecomprimeerd met een veercompressieapparaat om trillingen tijdens bedrijf te voorkomen. De klemspanning van de spoel is 500V, het vermogen is 500kW en het geïnstalleerde vermogen is 800kW. Het voedingssysteem is driefasig en de enkelfasige belasting is gebalanceerd met de driefasige met condensatoren en reactoren.
Volgens de informatie van een andere krukasfabrikant is de buitendiameter van de krukas Φ200 mm, de lengte van het verwarmingsgedeelte is 420 mm, de verwarmingstemperatuur is 1200 ℃ en het radiale temperatuurverschil is 125 geen. De korrelgrootte van de krukas gesmeed met aardgasverwarming is 4-5 na de eerste warmtebehandeling (onder 4 is ongekwalificeerd), de krukas gesmeed door de inductieverwarmingsoven, de korrelgrootte is 5 na de eerste warmtebehandeling -6 klasse; het kwalificatiepercentage van eenmalig microsmeden van de krukas is 77% voor verwarming op aardgasovens en 95% voor middenfrequente inductieverwarming; de maximale kromming van de krukas (vóór het rechttrekken) is 30 mm voor verwarming van aardgasovens en 15 mm voor inductieverwarmingsovens; energieverbruik voor krukasverwarming (omgezet in standaardkool), energieverbruik voor verwarming van aardgasovens is 2018 kg/stuk, en oven voor inductieverwarming energieverbruik is 154 kg/stuk. Daarom wordt de verwarming van de krukas vóór het smeden veranderd van verwarming op aardgasovens in inductieverwarmingsovens, wat de productkwaliteit verbetert, het energieverbruik vermindert en duidelijke economische voordelen heeft. Tegelijkertijd wordt de werkplaatsomgeving verbeterd en wordt de arbeidsintensiteit verminderd.