
- 02
- Mar
Индукциона пећ за грејање за ковање радилице
Индукциона пећ за грејање за ковање радилице
Да би се побољшао инхерентни квалитет радилице, фабрика за производњу радилице користи процес ковања радилице са пуним влакнима. Грејање пре ковања је увек користило пећ на природни гас за локално грејање. Због дугог времена загревања, радилица има велика кристална зрна, више оксидних љуспица и велику потрошњу природног гаса. Расипање енергије је озбиљно. У циљу промене застареле производне технологије и опреме, погон за производњу радилице предложио је коришћење ан индукцијска пећ за грејање да се кољује радилица са свим влакнима, тако да је дизајниран и произведен сет опреме пећи за индукционо грејање за делимично загревање радилице за употребу у производном погону.
Облик и величина локалног грејног дела радилице приказани су на слици 12-96, максимални спољни пречник је Φ310мм, дужина грејног дела је Φ580мм, материјал радилице је легирани челик, температура грејања је 1200 ℃, радијална температурна разлика није већа од 100 ℃, а време загревања је 20 минута.
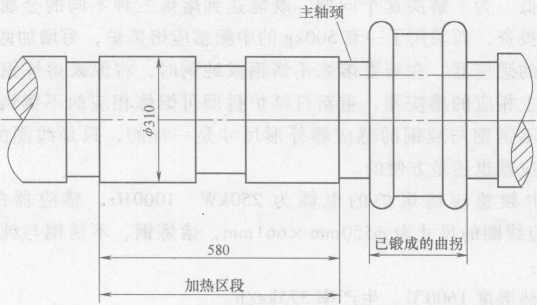
Слика 12-96 Радилица
Индуктор средње фреквенције који се користи за локално загревање радилице је једнофазни, а око индукционог намотаја је постављен магнетни проводник од силицијумских челичних лимова. Завојница је намотана ексцентричном цеви од чистог бакра са округлим рупом 30мм к 15мм/10мм Кс2мм, а намотана је цев од чистог бакра. Постоје стаклене траке без алкалија, које су лакиране и осушене. Индукциони калем је компримован помоћу уређаја за компресију опруге како би се избегле вибрације током рада. Прикључни напон индуктора је 500В, снага 500кВ, а инсталирана снага 800кВ. Систем напајања је трофазни, а једнофазно оптерећење је балансирано на трофазно са кондензаторима и реакторима.
Према подацима другог произвођача радилице, спољни пречник радилице је Φ200 мм, дужина грејног дела је 420 мм, температура грејања је 1200 ℃, а радијална температурна разлика је 125 без. Величина зрна коленастог вратила кованог грејањем природним гасом је 4-5 након прве топлотне обраде (испод 4 је неквалификована), радилица кована у пећи за индукционо грејање, величина зрна је 5 након прве топлотне обраде -6 степен; квалификациона стопа једнократног микро ковања радилице је 77% за грејање у пећи на природни гас и 95% за индукционо грејање средње фреквенције; максимална закривљеност радилице (пре исправљања) је 30 мм за грејање у пећи на природни гас и 15 мм за индукциону пећ за грејање; Потрошња енергије за грејање радилице (прерачунато у стандардни угаљ), потрошња енергије за грејање пећи на природни гас је 2018 кг/комад, а индукциона пећ за грејање потрошња енергије је 154 кг/ком. Због тога се грејање радилице пре ковања мења са грејања пећи на природни гас на индукциону пећ за грејање, што побољшава квалитет производа, смањује потрошњу енергије и има очигледне економске користи. Истовремено се побољшава радни амбијент и смањује интензитет рада.