
- 02
- Mar
ক্র্যাঙ্কশ্যাফ্ট ফরজিংয়ের জন্য ইন্ডাকশন হিটিং ফার্নেস
ক্র্যাঙ্কশ্যাফ্ট ফরজিংয়ের জন্য ইন্ডাকশন হিটিং ফার্নেস
ক্র্যাঙ্কশ্যাফ্টের অন্তর্নিহিত গুণমান উন্নত করার জন্য, ক্র্যাঙ্কশ্যাফ্ট উত্পাদন প্ল্যান্ট সম্পূর্ণ ফাইবার কোদাল ফোরজিং ক্র্যাঙ্কশ্যাফ্ট প্রক্রিয়া ব্যবহার করে। Forging আগে গরম সবসময় স্থানীয় গরম করার জন্য একটি প্রাকৃতিক গ্যাস চুল্লি ব্যবহার করা হয়েছে. দীর্ঘ উত্তাপের সময়ের কারণে, ক্র্যাঙ্কশ্যাফ্টে বড় স্ফটিক দানা, আরও অক্সাইড স্কেল এবং বড় প্রাকৃতিক গ্যাসের ব্যবহার রয়েছে। শক্তির অপচয় মারাত্মক। পুরানো উত্পাদন প্রযুক্তি এবং সরঞ্জাম পরিবর্তন করার জন্য, ক্র্যাঙ্কশ্যাফ্ট উত্পাদন কেন্দ্র একটি ব্যবহার করার প্রস্তাব করেছে আবেশন গরম চুল্লি সমস্ত ফাইবার দিয়ে ক্র্যাঙ্কশ্যাফ্ট তৈরি করতে, তাই ক্র্যাঙ্কশ্যাফ্টের আংশিক গরম করার জন্য ইন্ডাকশন হিটিং ফার্নেস সরঞ্জামের একটি সেট ডিজাইন করা হয়েছিল এবং উত্পাদন প্ল্যান্ট ব্যবহারের জন্য তৈরি করা হয়েছিল।
ক্র্যাঙ্কশ্যাফ্টের স্থানীয় গরম করার অংশের আকৃতি এবং আকার চিত্র 12-96-এ দেখানো হয়েছে, সর্বাধিক বাইরের ব্যাস হল Φ310 মিমি, গরম করার অংশের দৈর্ঘ্য হল Φ580 মিমি, ক্র্যাঙ্কশ্যাফ্টের উপাদান হল অ্যালয় স্টিল, গরম করার তাপমাত্রা হল 1200 ℃, রেডিয়াল তাপমাত্রার পার্থক্য 100℃ এর বেশি নয় এবং গরম করার সময় 20mino।
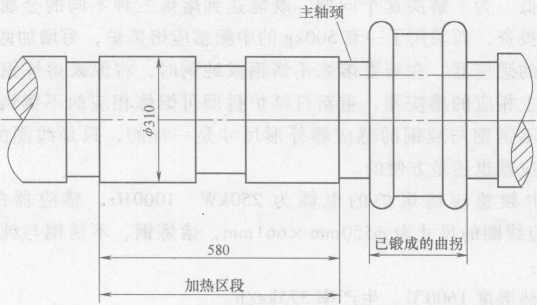
চিত্র 12-96 ক্র্যাঙ্কশ্যাফ্ট
ক্র্যাঙ্কশ্যাফ্টের স্থানীয় গরম করার জন্য ব্যবহৃত মধ্যবর্তী ফ্রিকোয়েন্সি ইন্ডাক্টরটি হল একক-ফেজ, এবং সিলিকন স্টিল শীট দিয়ে তৈরি একটি চৌম্বক পরিবাহী ইন্ডাকশন কয়েলের চারপাশে সাজানো থাকে। কুণ্ডলীটি একটি বৃত্তাকার ছিদ্রের সাথে ক্ষতবিক্ষত বিশুদ্ধ তামার নল 30mm x 15mm/10mm X 2mm, এবং একটি খাঁটি তামার নল ক্ষতবিক্ষত। ক্ষার-মুক্ত কাচের ফিতা রয়েছে, যা বার্নিশ এবং শুকানো হয়। ইন্ডাকশন কয়েলটি অপারেশনের সময় কম্পন এড়াতে একটি স্প্রিং কম্প্রেশন ডিভাইসের সাথে সংকুচিত হয়। ইন্ডাক্টরের টার্মিনাল ভোল্টেজ হল 500V, পাওয়ার হল 500kW, এবং ইনস্টল করা পাওয়ার হল 800kW৷ পাওয়ার সাপ্লাই সিস্টেমটি তিন-ফেজ, এবং একক-ফেজ লোড ক্যাপাসিটর এবং চুল্লি সহ তিন-ফেজের সাথে ভারসাম্যপূর্ণ।
অন্য ক্র্যাঙ্কশ্যাফ্ট প্রস্তুতকারকের তথ্য অনুসারে, ক্র্যাঙ্কশ্যাফ্টের বাইরের ব্যাস হল Φ200 মিমি, গরম করার অংশের দৈর্ঘ্য 420 মিমি, গরম করার তাপমাত্রা 1200℃ এবং রেডিয়াল তাপমাত্রার পার্থক্য 125 কোনটি নয়। প্রাকৃতিক গ্যাস গরম করার সাথে নকল করা ক্র্যাঙ্কশ্যাফ্টের শস্যের আকার প্রথম তাপ চিকিত্সার পরে 4-5 হয় (4 এর নীচে অযোগ্য), ইন্ডাকশন হিটিং ফার্নেস দ্বারা নকল করা ক্র্যাঙ্কশ্যাফ্ট, প্রথম তাপ চিকিত্সা -5 গ্রেডের পরে শস্যের আকার 6 হয়; ক্র্যাঙ্কশ্যাফ্টের ওয়ান-টাইম মাইক্রো ফোরজিংয়ের যোগ্যতার হার প্রাকৃতিক গ্যাস ফার্নেস গরম করার জন্য 77% এবং মধ্যবর্তী ফ্রিকোয়েন্সি ইন্ডাকশন গরম করার জন্য 95%; ক্র্যাঙ্কশ্যাফ্টের সর্বাধিক বক্রতা (সরাসরি করার আগে) প্রাকৃতিক গ্যাস ফার্নেস গরম করার জন্য 30 মিমি এবং ইন্ডাকশন হিটিং ফার্নেসের জন্য 15 মিমি; ক্র্যাঙ্কশ্যাফ্ট গরম করার শক্তি খরচ (স্ট্যান্ডার্ড কয়লায় রূপান্তরিত), প্রাকৃতিক গ্যাস ফার্নেস গরম করার শক্তি খরচ 2018 কেজি / হিটিং পিস এবং ফুর্নেস শক্তি খরচ 154 কেজি/পিস। অতএব, ফোরজিংয়ের আগে ক্র্যাঙ্কশ্যাফ্টের গরম করার পদ্ধতিটি প্রাকৃতিক গ্যাস ফার্নেস হিটিং থেকে ইন্ডাকশন হিটিং ফার্নেসে পরিবর্তিত হয়, যা পণ্যের গুণমান উন্নত করে, শক্তি খরচ কমায় এবং এর সুস্পষ্ট অর্থনৈতিক সুবিধা রয়েছে। একই সময়ে, কর্মশালার পরিবেশ উন্নত হয় এবং শ্রমের তীব্রতা হ্রাস পায়।