
- 02
- Mar
Induction heating furnace para sa crankshaft forging
Induction heating furnace para sa crankshaft forging
Aron mapauswag ang kinaiyanhong kalidad sa crankshaft, ang planta sa produksiyon sa crankshaft naggamit sa full fiber spade forging crankshaft nga proseso. Ang pagpainit sa wala pa ang pagpanday kanunay nga gigamit ang usa ka natural nga hurno sa gas alang sa lokal nga pagpainit. Tungod sa taas nga oras sa pagpainit, ang crankshaft adunay daghang mga kristal nga lugas, daghang mga timbangan sa oxide, ug daghang pagkonsumo sa natural nga gas. Ang pag-usik sa enerhiya grabe. Aron mabag-o ang karaan nga teknolohiya sa produksiyon ug kagamitan, ang planta sa produksiyon sa crankshaft nagsugyot nga mogamit usa ka hudno sa pagpainit sa induction aron maporma ang crankshaft sa tanan nga fiber, mao nga ang usa ka set sa induction heating furnace equipment alang sa partial nga pagpainit sa crankshaft gidisenyo ug gigama aron gamiton sa planta sa produksiyon.
Ang porma ug gidak-on sa lokal nga pagpainit nga bahin sa crankshaft gipakita sa Figure 12-96, ang maximum nga gawas nga diametro mao ang Φ310mm, ang gitas-on sa pagpainit nga bahin mao ang Φ580mm, ang materyal sa crankshaft mao ang alloy steel, ang temperatura sa pagpainit mao ang 1200 ℃, ang kalainan sa temperatura sa radial dili labaw sa 100 ℃, ug ang oras sa pagpainit mao ang 20mino.
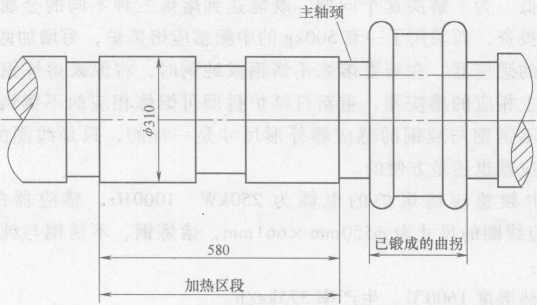
Hulagway 12-96 Crankshaft
Ang intermediate frequency inductor nga gigamit alang sa lokal nga pagpainit sa crankshaft mao ang single-phase, ug usa ka magnetic conductor nga hinimo sa silicon steel sheets ang gihan-ay sa palibot sa induction coil. Ang coil gisamdan sa usa ka lingin nga lungag nga eccentric puro tumbaga tube 30mm x 15mm/10mm X 2mm, ug usa ka lunsay nga tumbaga tube samad. Adunay mga alkali-free nga bildo nga mga laso, nga gi-varnish ug gipauga. Ang induction coil gi-compress gamit ang spring compression device aron malikayan ang vibration sa panahon sa operasyon. Ang terminal boltahe sa inductor mao ang 500V, ang gahum mao ang 500kW, ug ang na-install nga gahum mao ang 800kW. Ang sistema sa suplay sa kuryente tulo ka hugna, ug ang single-phase nga load balanse sa tulo ka hugna nga adunay mga capacitor ug reactor.
Sumala sa impormasyon sa laing crankshaft manufacturer, ang gawas nga diametro sa crankshaft mao ang Φ200mm, ang gitas-on sa pagpainit nga bahin mao ang 420mm, ang pagpainit temperatura mao ang 1200 ℃, ug ang radial temperatura kalainan mao ang 125 none. Ang gidak-on sa lugas sa crankshaft nga hinimo sa natural nga pagpainit sa gas mao ang 4-5 human sa unang pagtambal sa kainit (ubos sa 4 dili kwalipikado), ang crankshaft nga hinimo sa induction heating furnace, ang gidak-on sa lugas mao ang 5 human sa unang pagtambal sa kainit -6 nga grado; ang kwalipikasyon nga rate sa usa ka higayon nga micro forging sa crankshaft mao ang 77% alang sa natural nga gas furnace heating ug 95% alang sa intermediate frequency induction heating; ang pinakataas nga curvature sa crankshaft (sa wala pa tul-id) mao ang 30mm alang sa natural nga gas furnace heating ug 15mm alang sa induction heating furnace; Crankshaft heating energy consumption (nakabig ngadto sa standard coal), natural gas furnace heating energy consumption mao ang 2018kg/piece, ug induction heating furnace konsumo sa enerhiya mao ang 154kg / piraso. Busa, ang pagpainit sa crankshaft sa wala pa ang forging giusab gikan sa natural nga gas furnace heating ngadto sa induction heating furnace, nga nagpauswag sa kalidad sa produkto, nagpamenos sa konsumo sa enerhiya, ug adunay klaro nga mga benepisyo sa ekonomiya. Sa parehas nga oras, gipauswag ang palibot sa workshop ug gikunhuran ang kusog sa pagtrabaho.