
- 02
- Mar
Индукционная нагревательная печь для поковки коленчатого вала
Индукционная нагревательная печь для поковки коленчатого вала
Чтобы улучшить внутреннее качество коленчатого вала, завод по производству коленчатого вала использует процесс ковки коленчатого вала лопатой с полным волокном. При нагреве перед ковкой всегда использовалась газовая печь для локального нагрева. Из-за длительного времени нагрева коленчатый вал имеет крупные кристаллические зерна, больше оксидных отложений и большой расход природного газа. Растрата энергии — это серьезно. Для замены устаревшей технологии производства и оборудования завод по производству коленчатых валов предложил использовать печь индукционного нагрева для ковки коленчатого вала со всем волокном, поэтому для использования на заводе был разработан и изготовлен комплект оборудования печи индукционного нагрева для частичного нагрева коленчатого вала.
Форма и размер местной нагревательной части коленчатого вала показаны на рис. 12-96, максимальный наружный диаметр Φ310 мм, длина нагревательной части Φ580 мм, материал коленчатого вала — легированная сталь, температура нагрева — 1200 ℃, радиальная разница температур не превышает 100 ℃, а время нагрева составляет 20 минут.
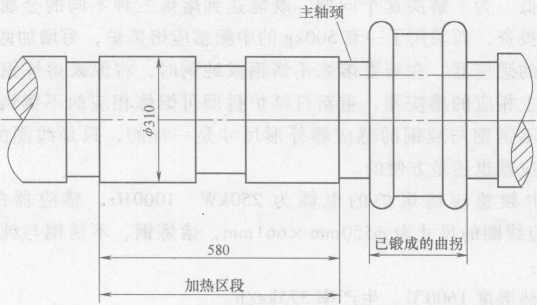
Рисунок 12-96 Коленчатый вал
Дроссель промежуточной частоты, используемый для локального нагрева коленчатого вала, является однофазным, а вокруг индукционной катушки расположен магнитопровод из листов кремнистой стали. Катушка намотана эксцентричной трубкой из чистой меди с круглым отверстием 30 мм x 15 мм / 10 мм X 2 мм, и намотана трубка из чистой меди. Есть бесщелочные стеклянные ленты, которые покрываются лаком и высушиваются. Индукционная катушка сжимается пружинным сжимающим устройством, чтобы избежать вибрации во время работы. Напряжение на клеммах катушки индуктивности 500В, мощность 500кВт, установленная мощность 800кВт. Система электроснабжения трехфазная, а однофазная нагрузка уравновешивается трехфазной с помощью конденсаторов и реакторов.
Согласно информации другого производителя коленчатого вала, внешний диаметр коленчатого вала составляет Φ200 мм, длина нагревательной части составляет 420 мм, температура нагрева составляет 1200 ℃, а радиальная разница температур составляет 125 единиц. Зернистость коленчатого вала, кованого с газовым нагревом, после первой термической обработки 4-5 (до 4 – неквалифицированная), кованого коленчатого вала индукционной нагревательной печью, зернистость 5 после первой термической обработки -6 сорт; квалификация однократной микроковки коленчатого вала составляет 77 % для печного нагрева на природном газе и 95 % для индукционного нагрева промежуточной частоты; максимальная кривизна коленчатого вала (до выпрямления) составляет 30 мм для нагрева печи на природном газе и 15 мм для печи индукционного нагрева; потребление энергии нагрева коленчатого вала (в пересчете на стандартный уголь), потребление энергии нагрева печи природного газа составляет 2018 кг / шт., а печь индукционного нагрева потребление энергии составляет 154 кг/шт. Таким образом, нагрев коленчатого вала перед ковкой заменяется с нагрева в печи, работающей на природном газе, на печь с индукционным нагревом, что улучшает качество продукции, снижает потребление энергии и имеет очевидные экономические преимущества. В то же время улучшается рабочая среда и снижается трудоемкость.