
- 02
- Mar
クランクシャフト鍛造用誘導加熱炉
クランクシャフト鍛造用誘導加熱炉
クランクシャフトの固有の品質を向上させるために、クランクシャフトの生産工場では、フルファイバースペード鍛造クランクシャフトプロセスを使用しています。 鍛造前の加熱は、常に天然ガス炉を使用して局所加熱を行ってきました。 加熱時間が長いため、クランクシャフトは結晶粒が大きく、酸化物のスケールが多く、天然ガスの消費量が多くなります。 エネルギーの浪費は深刻です。 時代遅れの生産技術と設備を変えるために、クランクシャフト生産工場は 誘導加熱炉 クランクシャフトをすべての繊維で鍛造するため、クランクシャフトを部分的に加熱するための誘導加熱炉装置のセットが、生産工場で使用できるように設計および製造されました。
クランクシャフトの局所加熱部分の形状とサイズを図12-96に示します。最大外径はΦ310mm、加熱部分の長さはΦ580mm、クランクシャフトの材質は合金鋼、加熱温度は1200です。 ℃、半径方向の温度差は100℃以下、加熱時間は20ミノです。
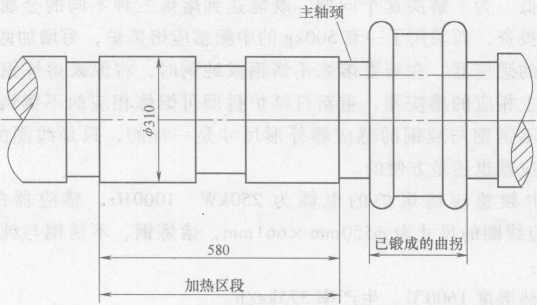
図12-96クランクシャフト
クランクシャフトの局所加熱に使用される中間周波数インダクタは単相であり、誘導コイルの周りにケイ素鋼シートで作られた磁気導体が配置されています。 コイルには丸穴偏心純銅管30mm×15mm / 10mm×2mmを巻いており、純銅管を巻いています。 ニスを塗って乾燥させたアルカリフリーのガラスリボンがあります。 誘導コイルは、動作中の振動を避けるためにばね圧縮装置で圧縮されています。 インダクタの端子電圧は500V、電力は500kW、設置電力は800kWです。 電源システムは三相であり、単相負荷はコンデンサとリアクトルで三相に平衡化されています。
別のクランクシャフトメーカーの情報によると、クランクシャフトの外径はΦ200mm、加熱部分の長さは420mm、加熱温度は1200℃、半径方向の温度差は125なしです。 天然ガス加熱で鍛造されたクランクシャフトの粒子サイズは、最初の熱処理後4-5であり(4未満は不適格)、誘導加熱炉で鍛造されたクランクシャフトの粒子サイズは、最初の熱処理後-5グレードで6です。 クランクシャフトの77回限りのマイクロ鍛造の認定率は、天然ガス炉加熱で95%、中間周波数誘導加熱で30%です。 クランクシャフトの最大曲率(矯正前)は、天然ガス炉加熱で15mm、誘導加熱炉で2018mm、クランクシャフト加熱エネルギー消費量(標準石炭換算)、天然ガス炉加熱エネルギー消費量154kg /個、誘導加熱炉エネルギー消費量はXNUMXkg /個です。 そのため、鍛造前のクランクシャフトの加熱を天然ガス炉加熱から誘導加熱炉に変更することで、製品の品質を向上させ、エネルギー消費量を削減し、明らかな経済的利益をもたらします。 同時に、ワークショップ環境が改善され、労働集約度が低下します。