
- 02
- Mar
Induktionsvärmeugn för vevaxelsmide
Induktionsvärmeugn för vevaxelsmide
För att förbättra den inneboende kvaliteten på vevaxeln använder vevaxelproduktionsanläggningen vevaxelprocessen för smide av helfiberspad. Uppvärmningen före smide har alltid använt en naturgasugn för lokal uppvärmning. På grund av den långa uppvärmningstiden har vevaxeln stora kristallkorn, fler oxidfjäll och stor naturgasförbrukning. Energislöseri är allvarligt. För att ändra den föråldrade produktionstekniken och utrustningen föreslog vevaxelproduktionsanläggningen att använda en ugn för induktionsvärme att smida vevaxeln med all fiber, så en uppsättning induktionsvärmeugnsutrustning för partiell uppvärmning av vevaxeln designades och tillverkades för produktionsanläggningen att använda.
Formen och storleken på den lokala uppvärmningsdelen av vevaxeln visas i figur 12-96, den maximala ytterdiametern är Φ310mm, längden på värmedelen är Φ580mm, vevaxelns material är legerat stål, uppvärmningstemperaturen är 1200 ℃, den radiella temperaturskillnaden är inte mer än 100 ℃, och uppvärmningstiden är 20 min.
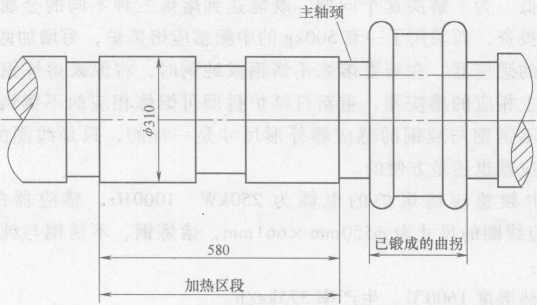
Figur 12-96 Vevaxel
Mellanfrekvensinduktorn som används för lokal uppvärmning av vevaxeln är enfasig och en magnetisk ledare gjord av silikonstålplåtar är anordnad runt induktionsspolen. Spolen är lindad med ett runt hål excentrisk rent kopparrör 30mm x 15mm/10mm X 2mm, och ett rent kopparrör lindas. Det finns alkalifria glasband, som lackas och torkas. Induktionsspolen komprimeras med en fjäderkompressionsanordning för att undvika vibrationer under drift. Induktorns terminalspänning är 500V, effekten är 500kW och den installerade effekten är 800kW. Strömförsörjningssystemet är trefas, och enfasbelastningen är balanserad mot trefas med kondensatorer och reaktorer.
Enligt information från en annan vevaxeltillverkare är vevaxelns yttre diameter Φ200 mm, längden på värmedelen är 420 mm, uppvärmningstemperaturen är 1200 ℃ och den radiella temperaturskillnaden är 125 ingen. Kornstorleken på vevaxeln smidd med naturgasuppvärmning är 4-5 efter den första värmebehandlingen (under 4 är okvalificerad), vevaxeln smidd av induktionsvärmeugnen, kornstorleken är 5 efter den första värmebehandlingen -6 klass; kvalificeringsgraden för engångsmikrosmide av vevaxeln är 77 % för uppvärmning av naturgasugnar och 95 % för induktionsuppvärmning med mellanfrekvens; den maximala krökningen av vevaxeln (före rätning) är 30 mm för uppvärmning av naturgasugn och 15 mm för induktionsvärmeugn; Energiförbrukning för vevaxeluppvärmning (omvandlas till standardkol), energiförbrukning för uppvärmning av naturgasugn är 2018 kg/st, och induktionsvärmeugn energiförbrukningen är 154 kg/st. Därför ändras uppvärmningen av vevaxeln före smide från naturgasugnsuppvärmning till induktionsvärmeugn, vilket förbättrar produktkvaliteten, minskar energiförbrukningen och har uppenbara ekonomiska fördelar. Samtidigt förbättras verkstadsmiljön och arbetsintensiteten minskar.