
- 02
- Mar
תנור חימום אינדוקציה לזיוף גל ארכובה
תנור חימום אינדוקציה לזיוף גל ארכובה
על מנת לשפר את האיכות המובנית של גל הארכובה, מפעל הייצור של גל הארכובה משתמש בתהליך חישול גל ארכובה מלא בסיבים. החימום לפני פרזול השתמש תמיד בתנור גז טבעי לחימום מקומי. בשל זמן החימום הארוך, לגל הארכובה גרגרי קריסטל גדולים, יותר קשקשי תחמוצת וצריכת גז טבעי גדולה. בזבוז אנרגיה הוא חמור. על מנת לשנות את טכנולוגיית הייצור והציוד המיושנים, מפעל הייצור של גל ארכובה הציע להשתמש ב- תנור חימום אינדוקציה לזייף את גל הארכובה עם כל הסיבים, לכן תוכנן ויוצר מערכת של ציוד תנור חימום אינדוקציה לחימום חלקי של גל הארכובה לשימוש במפעל הייצור.
הצורה והגודל של חלק החימום המקומי של גל הארכובה מוצגים באיור 12-96, הקוטר החיצוני המרבי הוא Φ310 מ”מ, אורך חלק החימום הוא Φ580 מ”מ, החומר של גל הארכובה הוא פלדה מסגסוגת, טמפרטורת החימום היא 1200 ℃, הפרש הטמפרטורה הרדיאלי הוא לא יותר מ 100 ℃, וזמן החימום הוא 20 דקות.
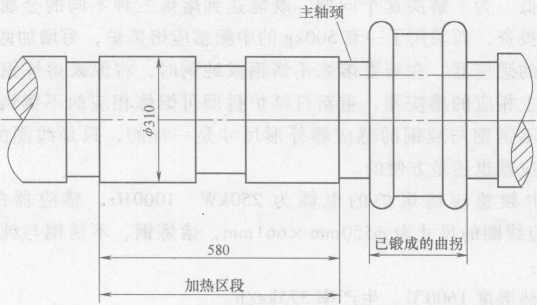
איור 12-96 גל ארכובה
משרן תדר הביניים המשמש לחימום מקומי של גל הארכובה הוא חד פאזי, ומסביב לסליל האינדוקציה מסודר מוליך מגנטי עשוי מפלדת סיליקון. הסליל מלופף עם חור עגול צינור נחושת טהור אקסצנטרי 30 מ”מ x 15 מ”מ/10 מ”מ X 2 מ”מ, וצינור נחושת טהור מלופף. ישנם סרטי זכוכית נטולי אלקלי, אשר מצופים בלכה ומיובשים. סליל האינדוקציה נדחס עם התקן דחיסת קפיץ כדי למנוע רטט במהלך הפעולה. המתח המסוף של המשרן הוא 500V, ההספק הוא 500kW, וההספק המותקן הוא 800kW. מערכת אספקת החשמל היא תלת פאזי, והעומס החד פאזי מאוזן לתלת פאזי עם קבלים וכורים.
על פי מידע של יצרן גל ארכובה אחר, הקוטר החיצוני של גל הארכובה הוא Φ200 מ”מ, אורך חלק החימום הוא 420 מ”מ, טמפרטורת החימום היא 1200 ℃, והפרש הטמפרטורה הרדיאלי הוא 125 ללא. גודל הגרגר של גל הארכובה המחושל עם חימום גז טבעי הוא 4-5 לאחר טיפול החום הראשון (מתחת ל-4 אינו מוסמך), גל הארכובה מחושל על ידי תנור חימום אינדוקציה, גודל הגרגר הוא 5 לאחר טיפול החום הראשון -6 כיתה; שיעור ההסמכה של חישול מיקרו חד פעמי של גל הארכובה הוא 77% עבור חימום תנור גז טבעי ו-95% עבור חימום אינדוקציה בתדר ביניים; העקמומיות המקסימלית של גל הארכובה (לפני היישור) היא 30 מ”מ עבור חימום תנור גז טבעי ו-15 מ”מ עבור תנור חימום אינדוקציה; צריכת אנרגיית חימום גל ארכובה (הומרה לפחם סטנדרטי), צריכת אנרגיית חימום גז טבעי היא 2018 ק”ג/חתיכה, ותנור חימום אינדוקציה צריכת האנרגיה היא 154 ק”ג ליחידה. לכן, חימום גל הארכובה לפני פרזול משתנה מחימום תנור גז טבעי לתנור חימום אינדוקציה, המשפר את איכות המוצר, מפחית את צריכת האנרגיה ויש לו יתרונות כלכליים ברורים. במקביל, סביבת הסדנא משתפרת ועוצמת העבודה מופחתת.