
- 02
- Mar
Индукционна нагревателна пещ за коване на коляновия вал
Индукционна нагревателна пещ за коване на коляновия вал
За да се подобри присъщото качество на коляновия вал, заводът за производство на колянови валове използва целия процес на коване на коляновия вал с влакна. Отоплението преди коване винаги е използвало пещ на природен газ за локално отопление. Поради дългото време за нагряване, коляновият вал има големи кристални зърна, повече оксидни люспи и голям разход на природен газ. Разхищението на енергия е сериозно. За да промени остарялата производствена технология и оборудване, заводът за производство на колянови валове предложи да се използва индукционна пещ за отопление за изковаване на коляновия вал с всички влакна, така че комплект от оборудване за пещ за индукционно нагряване за частично нагряване на коляновия вал беше проектиран и произведен за производствения завод за използване.
Формата и размерът на частта за локално нагряване на коляновия вал са показани на фигура 12-96, максималният външен диаметър е Φ310 mm, дължината на нагревателната част е Φ580 mm, материалът на коляновия вал е легирана стомана, температурата на нагряване е 1200 ℃, радиалната температурна разлика е не повече от 100 ℃, а времето за нагряване е 20 минути.
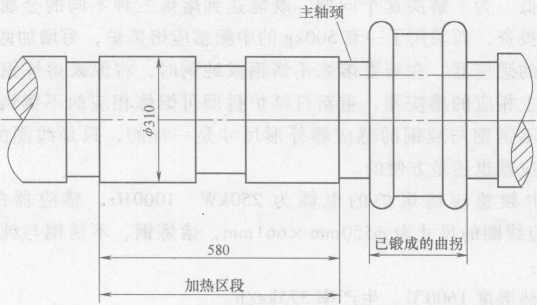
Фигура 12-96 Колянов вал
Индукторът със средна честота, използван за локално нагряване на коляновия вал, е еднофазен, а около индукционната намотка е разположен магнитопровод от листове силициева стомана. Бобината е навита с ексцентрична тръба от чиста мед с кръгъл отвор 30mm x 15mm/10mm X 2mm и е навита тръба от чиста мед. Има безалкални стъклени панделки, които се лакират и се сушат. Индукционната намотка се компресира с пружинно компресиращо устройство, за да се избегнат вибрации по време на работа. Крайното напрежение на индуктора е 500V, мощността е 500kW, а инсталираната мощност е 800kW. Захранващата система е трифазна, а еднофазното натоварване е балансирано към трифазното с кондензатори и реактори.
Според информацията на друг производител на коляновия вал външният диаметър на коляновия вал е Φ200 мм, дължината на нагревателната част е 420 мм, температурата на нагряване е 1200 ℃, а радиалната температурна разлика е 125 нито една. Размерът на зърното на коляновия вал, изкован с нагряване на природен газ е 4-5 след първата термична обработка (под 4 е неквалифициран), коляновия вал, изкован от пещ за индукционно нагряване, размерът на зърното е 5 след първата термична обработка -6 клас; коефициентът на квалификация на еднократно микроковаване на коляновия вал е 77% за отопление с пещ на природен газ и 95% за средночестотно индукционно нагряване; максималната кривина на коляновия вал (преди изправяне) е 30 мм за нагряване на пещ с природен газ и 15 мм за пещ за индукционно нагряване; Консумацията на енергия за отопление на коляновия вал (преобразувана в стандартни въглища), консумацията на енергия за отопление на пещ с природен газ е 2018 кг/бр, и пещ за индукционно отопление консумация на енергия е 154 кг/бр. Следователно нагряването на коляновия вал преди коване се променя от нагряване на пещ с природен газ към пещ за индукционно нагряване, което подобрява качеството на продукта, намалява консумацията на енергия и има очевидни икономически ползи. В същото време се подобрява средата в цеха и се намалява интензивността на труда.