
- 27
- Sep
¿Cuál es la estructura de enfriamiento del gran horno de calentamiento por inducción de la pista de rodadura del rodamiento giratorio?
¿Cuál es la estructura de enfriamiento del gran horno de calentamiento por inducción de la pista de rodadura del rodamiento giratorio?
Debido al gran diámetro de la pista de rodadura de las pistas de rodadura interior y exterior de los rodamientos tradicionales, el enfriamiento de escaneo del convertidor de frecuencia de 4 ~ 30 kHz se utiliza comúnmente para endurecimiento por induccion, y generalmente se deja una zona de transición (zona blanda) de aproximadamente 30 mm entre los puntos inicial y final del enfriamiento.
Los lechos de las máquinas templadoras de caminos de rodadura de rodamientos de giro temprano se utilizan a menudo para enfriar en grandes hornos de calentamiento por inducción de engranajes, que pueden apagar dientes individuales y escanear y apagar los caminos de rodadura. Generalmente, al igual que en los tornos verticales, los engranajes se colocan horizontalmente. Posteriormente se mejoró a una pendiente de 75. Es fácil de operar y el líquido de enfriamiento fluye, como se muestra en la Figura 8-48.
Para facilitar el endurecimiento de los dientes individuales de los engranajes y el temple de las pistas de rodadura, una empresa alemana de calentamiento por inducción ha desarrollado un horno de enfriamiento por inducción tipo RHM-5 que puede endurecer las pistas de rodadura con engranajes oblicuos y horizontales. El diámetro de la pieza de trabajo puede alcanzar los 6 m, el peso puede alcanzar las 20 t.
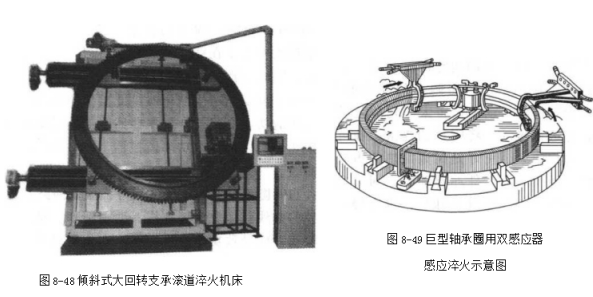
En los últimos años, con el desarrollo de la industria de la energía eólica, el endurecimiento por escaneo de las pistas de rodadura de los rodamientos giratorios sin correa blanda se ha convertido una vez más en un proyecto clave de I + D de las empresas de calefacción por inducción. Ya en la década de 1950, la ex Unión Soviética propuso usar dos sensores para escanear en direcciones opuestas desde el punto de partida en busca de anillos de cojinetes gigantes. Finalmente, los dos sensores se fusionaron y la solución se resolvió rociando líquido de enfriamiento en el punto de encuentro. El problema de la banda blanda se muestra en la Figura 8-49.
En la actualidad, se ha desarrollado en el país y en el extranjero un nuevo tipo de horno de calentamiento por inducción para el enfriamiento de caminos de rodadura de rodamientos giratorios. Puede conectar la capa endurecida de un extremo a otro sin bandas suaves. El mecanismo es similar al de la Figura 849. Los dos sensores escanean en direcciones opuestas desde el punto de partida y los dos últimos sensores se fusionan. En el punto de convergencia, el rociador de líquido realiza un enfriamiento por rociado de líquido. Sin embargo, el diseño de la máquina herramienta es muy inteligente, como se muestra en la Figura 8-50. Es como una grúa de viga con dos sistemas de carga. Los sensores pueden moverse hacia arriba y hacia abajo, hacia la izquierda y hacia la derecha, y la grúa puede moverse hacia adelante y hacia atrás, formando un espacio de movimiento tridimensional. Por lo tanto, puede manejar pistas de rodadura de diferentes diámetros y alturas.
Para el temple de pistas de rodadura de menor diámetro, también hay una máquina de temple que hace girar la pieza de trabajo a alta velocidad y la calienta con más de un inductor. Cuando todas las superficies de la pista de rodadura alcanzan la temperatura de enfriamiento, se pulverizan al mismo tiempo, de modo que no se pueda obtener ninguna suavidad. Capa endurecida de cinturón.
