
- 27
- Sep
大型迴轉支承滾道感應加熱爐的淬火結構是怎樣的?
大型迴轉支承滾道感應加熱爐的淬火結構是怎樣的?
由於傳統軸承內外滾道的滾道直徑較大,常用4~30kHz變頻器掃描淬火。 感應淬火,淬火起點和終點之間一般留有30mm左右的過渡區(軟區)。
早期的迴轉支承滾道淬火機床床身常用於大型齒輪感應加熱爐的淬火,可淬火單齒和掃描淬火滾道。 通常,類似於立式車床,齒輪是水平放置的。 後來改進為斜率75,操作方便,淬火液流走,如圖8-48所示。
為了便於齒輪單齒淬火和滾道淬火,德國一家感應加熱公司開發了RHM-5型感應加熱爐淬火,可淬硬斜齒輪和水平齒輪的滾道。 工件直徑可達6m,重量可達20t。
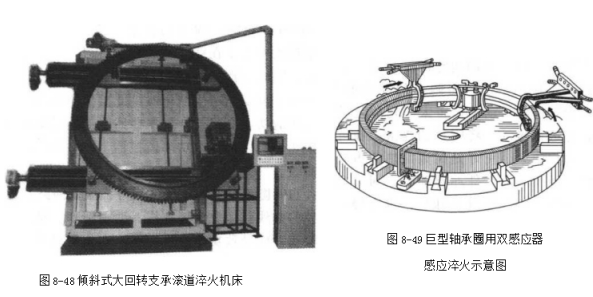
近年來,隨著風電行業的發展,迴轉支承滾道無軟帶掃描淬火再次成為感應加熱企業的重點研發項目。 早在1950年代,前蘇聯就提出用兩個傳感器從巨軸承套圈的起點向相反方向掃描。 最後將兩個傳感器合併,在匯合點噴液淬火解決。 軟帶問題如圖8-49所示。
目前,國內外已研製出一種新型的迴轉軸承滾道淬火感應加熱爐。 它可以將硬化層首尾相連,無需軟帶。 機制類似於圖849。兩個傳感器從起點向相反方向掃描,最後兩個傳感器合併。 在匯合點,噴液器進行噴液淬火。 但是,機床的設計非常巧妙,如圖8-50所示。 它就像一個帶有兩個負載系統的樑式起重機。 傳感器可以上下左右移動,起重機可以前後移動,形成三維運動空間。 因此,它可以處理不同直徑和高度的滾道。
對於較小直徑滾道的淬火,還有一種淬火機,它使工件高速旋轉,並用一個以上的感應器對其進行加熱。 當所有滾道表面達到淬火溫度時,它們同時進行噴塗,因此無法獲得柔軟度。 皮帶的硬化層。
