
- 27
- Sep
大型旋回軸受誘導加熱炉の焼入れ構造は?
大型旋回軸受誘導加熱炉の焼入れ構造は?
従来のベアリングの内側と外側のレースウェイのレースウェイの直径が大きいため、4〜30kHzの周波数変換器のスキャニングクエンチングが一般的に使用されます 高周波焼入れ、および約30mmの遷移ゾーン(ソフトゾーン)は、通常、焼入れの開始点と終了点の間に残されます。
初期の旋回ベアリングレースウェイ焼入れ機のベッドは、大型ギア誘導加熱炉での焼入れによく使用されます。これにより、単一の歯を焼入れし、レースウェイをスキャンして焼入れすることができます。 一般的に、垂直旋盤と同様に、歯車は水平に配置されます。 その後、75の勾配に改良されました。図8-48に示すように、操作が簡単で、急冷液が流出します。
ドイツの誘導加熱会社は、歯車の単歯の硬化と軌道の急冷を容易にするために、斜めおよび水平の歯車で軌道を硬化できるRHM-5タイプの誘導加熱炉の急冷を開発しました。 ワークの直径は6mに達し、重量は20tに達する可能性があります。
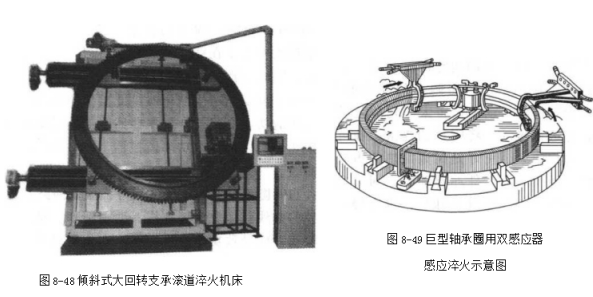
近年、風力発電業界の発展に伴い、ソフトベルトを使用しない旋回軸受レースウェイスキャニング硬化が、誘導加熱企業の主要な研究開発プロジェクトになりました。 1950年代には早くも、旧ソビエト連邦は8つのセンサーを使用して、巨大なベアリングリングの開始点から反対方向にスキャンすることを提案しました。 最後に、49つのセンサーが統合され、ミーティングポイントで液体急冷をスプレーすることで解決策が解決されました。 ソフトベルトの問題を図XNUMX-XNUMXに示します。
現在、回転軸受レースウェイ焼入れ用の新しいタイプの誘導加熱炉が国内外で開発されています。 ソフトバンドなしで硬化層を端から端まで接続できます。 メカニズムは図849に似ています。8つのセンサーが開始点から反対方向にスキャンし、最後の50つのセンサーがマージされます。 収束点で、液体噴霧器は液体噴霧急冷を実行します。 ただし、図XNUMX-XNUMXに示すように、工作機械の設計は非常に巧妙です。 これは、XNUMXつの負荷システムを備えたビームクレーンのようなものです。 センサーは上下左右に動き、クレーンは前後に動き、立体的な動きの空間を形成します。 したがって、さまざまな直径と高さのレースウェイを処理できます。
小径のレースウェイを焼入れするために、ワークピースを高速で回転させ、複数のインダクタで加熱する焼入れ機もあります。 すべてのレースウェイ表面が急冷温度に達すると、それらは同時にスプレーされるため、柔らかさは得られません。 ベルトの硬化層。
