
- 27
- Sep
Jaka jest struktura hartowania dużego pieca do nagrzewania indukcyjnego bieżni z łożyskami obrotowymi?
Jaka jest struktura hartowania dużego pieca do nagrzewania indukcyjnego bieżni z łożyskami obrotowymi?
Ze względu na dużą średnicę bieżni tradycyjnych bieżni wewnętrznych i zewnętrznych łożysk, powszechnie stosuje się hartowanie ze skanowaniem przetwornicy częstotliwości 4 ~ 30 kHz hartowanie indukcyjne, a strefa przejściowa (strefa miękka) około 30 mm jest zwykle pozostawiona pomiędzy punktem początkowym i końcowym hartowania.
Łożyska maszyn do hartowania bieżni z łożyskami obrotowymi są często stosowane do hartowania w dużych indukcyjnych piecach do nagrzewania kół zębatych, które mogą hartować pojedyncze zęby oraz skanować i hartować bieżnie. Generalnie, podobnie jak w tokarkach pionowych, koła zębate są umieszczone poziomo. Później został ulepszony do nachylenia 75. Jest łatwy w obsłudze, a ciecz hartująca odpływa, jak pokazano na rysunku 8-48.
W celu ułatwienia hartowania pojedynczych zębów kół zębatych i hartowania bieżni, niemiecka firma zajmująca się nagrzewaniem indukcyjnym opracowała hartowanie w piecu indukcyjnym typu RHM-5, który może hartować bieżnie z skośnymi i poziomymi kołami zębatymi. Średnica obrabianego przedmiotu może osiągnąć 6m, waga może osiągnąć 20t.
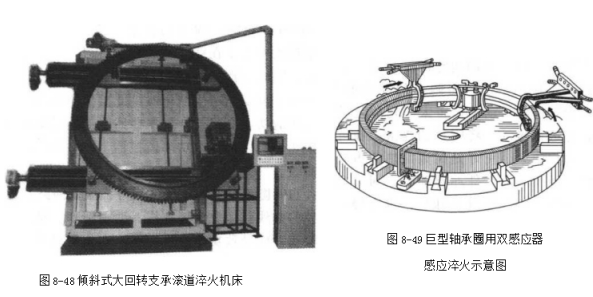
W ostatnich latach, wraz z rozwojem energetyki wiatrowej, hartowanie skanujące bieżnię łożysk obrotowych bez miękkiego pasa ponownie stało się kluczowym projektem badawczo-rozwojowym firm zajmujących się ogrzewaniem indukcyjnym. Już w latach pięćdziesiątych były Związek Radziecki zaproponował użycie dwóch czujników do skanowania w przeciwnych kierunkach od punktu początkowego w poszukiwaniu gigantycznych pierścieni łożyskowych. W końcu oba czujniki połączyły się, a rozwiązanie zostało rozwiązane przez natryskiwanie hartowania cieczą w miejscu spotkania. Problem z miękkim paskiem pokazano na rysunku 1950-8.
Obecnie w kraju i za granicą opracowano nowy typ indukcyjnego pieca grzewczego do hartowania bieżni łożysk obrotowych. Może łączyć utwardzoną warstwę od końca do końca bez miękkich opasek. Mechanizm jest podobny do Rysunku 849. Dwa czujniki skanują w przeciwnych kierunkach od punktu początkowego, a dwa ostatnie czujniki łączą się. W punkcie zbieżności rozpylacz cieczy wykonuje hartowanie w postaci cieczy. Jednak konstrukcja obrabiarki jest bardzo sprytna, jak pokazano na rysunku 8-50. Jest jak dźwig dźwigowy z dwoma systemami obciążenia. Czujniki mogą poruszać się w górę iw dół, w lewo i w prawo, a dźwig może poruszać się w przód iw tył, tworząc trójwymiarową przestrzeń ruchu. Dzięki temu może obsługiwać bieżnie o różnych średnicach i wysokościach.
Do hartowania bieżni o mniejszej średnicy dostępna jest również maszyna hartująca, która obraca obrabiany przedmiot z dużą prędkością i podgrzewa go za pomocą więcej niż jednej cewki indukcyjnej. Gdy wszystkie powierzchnie bieżni osiągną temperaturę hartowania, są natryskiwane w tym samym czasie, aby nie można było uzyskać miękkości. Utwardzona warstwa paska.
