
- 19
- Aug
Индукциялық балқыту пешінің PLC жұмыс жағдайын бақылау жүйесінің принциптері
үшін PLC жұмыс жағдайын бақылау жүйесінің принциптері Индукциялық балқытылған пеш
Индукциялық балқыту пешінің PLC жұмыс күйін бақылау жүйесі басқарылатын және реттелетін, автоматты дисплей және автоматты жады сияқты функциялары бар 10 дюймдік дисплей экранымен біріктірілген.
1. Индукциялық балқыту пешінің PLC сыртқы басқару пульті тұрақты ток вольтметрімен, тұрақты ток амперметрімен, аралық жиілікті вольтметрмен, аралық жиілікті өлшегішпен, аралық жиілікті қуат өлшегішімен, температураны көрсету құралымен және т.б. жабдықталған. Жабдықтың барлық параметрлерін интуитивті түрде көрсетуге болады. Siemens 10 дюймдік сенсорлық экраны пешті немесе балқыту процесін оңай орната алады және балқу температурасы мен жабдық қуатын және басқа параметр қисықтарын нақты уақытта көрсете алады. Консоль басқару қуат қосқышымен, аралық жиілікті қолмен және автоматты ауыстырып-қосқышпен, авариялық тоқтату түймесі, қуат индикатор шамы, аралық жиілік индикатор шамы және ақаулық индикаторының ескерту шамымен жасалған.
2. Аралық жиілікті қоректендіруді басқару тақтасы температураның жабық контурын басқару интерфейсімен жасалған. Температураны реттеу құралы PID реттеу құралы бар Japan Island Electric SR3 таңдалған. Алыс инфрақызыл оптикалық талшықты термометр Германияның Optris CT сериялы мыс арнайы термометрінен таңдалған, температурасы -40 -900°C. Алдымен температураны реттейтін құралда немесе PLC сенсорлық экранында қыздыру температурасы мен күйдіру жылдамдығын орнатыңыз. Қуатты қосқаннан кейін термометр нақты уақытта қыздыру температурасын өлшейді және оны температураны бақылау құралына қайтарады. Температураны бақылау құралы өлшенген температураны белгіленген қыздыру температурасымен салыстырады және модельдеу шығарады Сигнал аралық жиіліктің негізгі басқару тақтасына жіберіледі, ал негізгі басқару тақтасы тиристордың іске қосу бұрышын сигнал деңгейіне сәйкес автоматты түрде реттейді, осылайша қуат көзінің шығыс қуаты аналогтық сигнал деңгейімен реттеледі, температураны тұйық циклді басқару мақсатына жетеді. Мыс түтіктің беру жылдамдығы реттелгенде, термометр мыс түтіктің температуралық өзгеруін анықтайды және анықталған температура мен белгіленген температура арасындағы салыстыруға сәйкес тиісті ток сигналын шығарады.
Аралық жиілікті басқару тақтасы үшін аралық жиілікті қоректендіру көзінің шығыс қуаты температураны жабық контурлық басқару мақсатына жету үшін сәйкесінше қажетті қуатқа реттеледі.

Мысты өлшеуге арналған CT сериялы Optris арнайы термометрі
3. Сыртқы басқару пультінің аралық жиілік қосқышы қолмен және автоматты басқару тұтқаларымен жасалған. Автоматты режим таңдалған кезде, жабдық температураның жабық контурын басқару жүйесін қабылдайды және жабдықтың қуаты орнатылған балқу температурасына сәйкес шығыс қуатын автоматты түрде реттейді. Аралық жиілікті қуат көзін басқару тақтасы температураның жабық контурын басқару интерфейсімен жасалған. Температураны басқару құралы PID реттеу құралымен Shimadden SR3 таңдайды, ал алыс инфрақызыл талшықты-оптикалық термометр неміс Optris CT сериялы арнайы термометрін таңдайды және температура 385-1600 ℃. Алдымен температураны реттейтін құралда немесе PLC сенсорлық экранында балқу температурасын орнатыңыз. Аралық жиілікті қоректендіруді қосқаннан кейін термометр нақты уақытта тигель температурасын өлшейді және оны температураны бақылау құралына қайтарады. Температураны бақылау құралы өлшенген температураны белгіленген қыздыру температурасымен салыстырады, содан кейін IF негізгі басқару тақтасына аналогтық сигнал шығарады, негізгі басқару тақтасы тиристордың іске қосу бұрышын сигнал деңгейіне сәйкес автоматты түрде реттейді, осылайша шығыс қуаты қуат көзін аналогтық сигнал деңгейімен реттеуге болады. Пайдаланушы қолмен жұмыс режимін таңдағанда, құрылғы максималды шығыс қуатында балқиды.
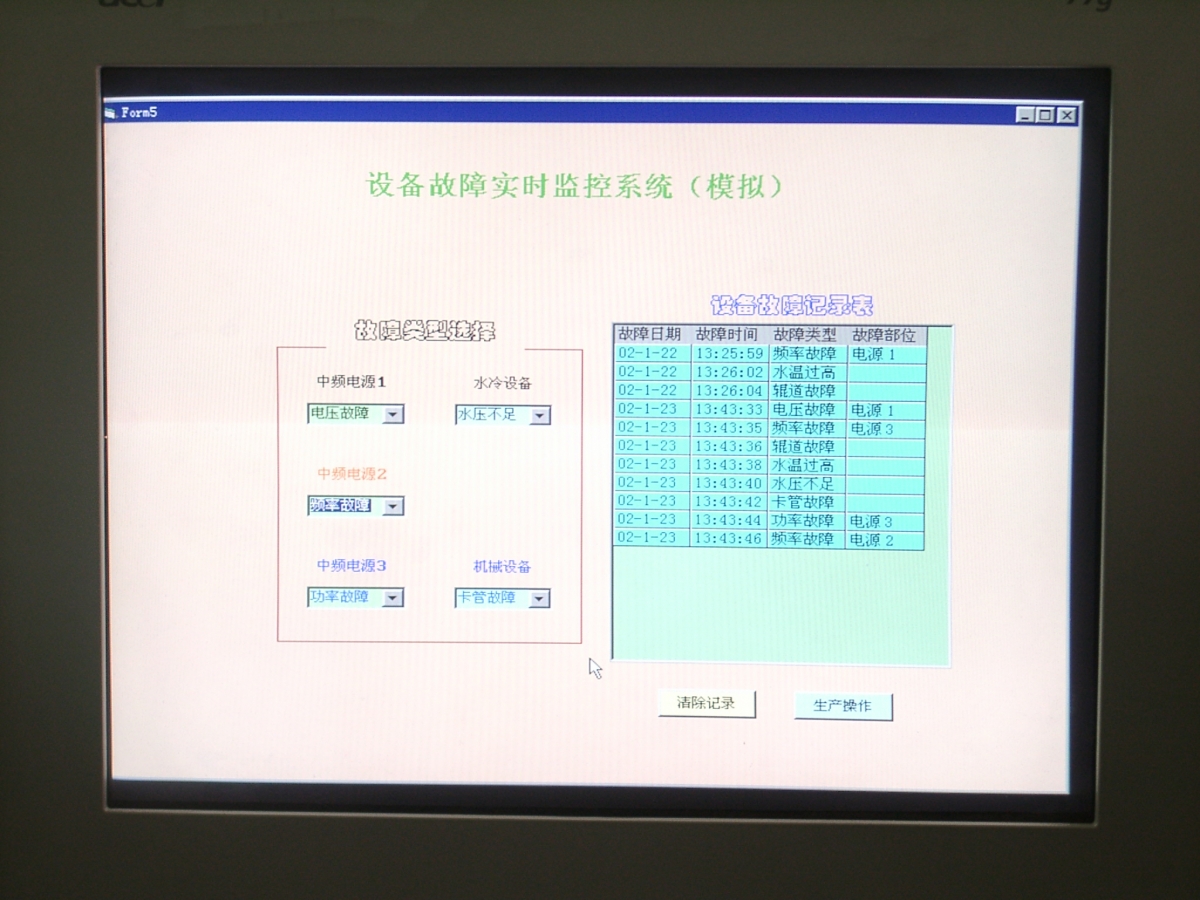
4. Жабдықтың жұмыс күйін көрсетумен қатар, сенсорлық экран жабдықтың ақауларын бақылап, техникалық қызмет көрсету бойынша кеңестер мен басқа ақпаратты бере алады. Пайдалану нұсқаулығы жабдықты пайдалану процедураларымен, жалпы ақаулық құбылыстарымен және емдеу әдістерімен бірге беріледі.
IF қуат көзі PLC жабдығының жұмыс күйін бақылау жүйесі келесі функцияларға ие болуы мүмкін:
1) Толық балқытуды басқару функциялары, ақауларды автоматты диагностикалау, қаптаманы автоматты түрде агломерациялау және басқа функциялар. 2) 2) Балқыту процесін мінсіз басқару функциясы және тамаша бақылау, дабыл және ақаулықты өздігінен диагностикалау функциясы. 3) 3) Келесі жағдайларды дабылдайтын толық дыбыстық және жарық дабыл жүйесі:
Жиілікті түрлендіру шкафы ашылды;
Конденсатор зақымдалған;
Қуат көзінің әрбір тізбегіндегі салқындату суының температурасы тым жоғары;
Қуат салқындату суының қысымы тым төмен;
Пештің салқындату суының температурасы тым жоғары;
Пештің салқындату суының қысымы тым төмен;
Пешті таңдау/оқшаулау қосқышы дұрыс емес;
Айнымалы жиілікті қуат көзінің түзеткіш бөлігінде тұрақты ток шығысы жоқ;
Жерге қосу / ағып кету пешін анықтау дабылы.
Басқару шкафы мен электр қуатын таратуды орнату және сымдарды тарту технологиясы:
Негізгі қосқыш: кіріс алты сымды сегіз сымды жүйе, яғни алты фазалы қуат көзі, бір фазалы жерге сым және бір фазалы нөлдік сым сым құлақшаларымен бекітіледі. Коммутатордың спецификациясының сыйымдылығы қосалқы қосқыш пен жабдықтың жүктемесінен аз. Негізгі қосқыш DC24V қуат көзінен алыс. Негізгі схема AC380V немесе AC220V, ал басқару тізбегі DC24V пайдаланады.
Жерге қосу сызығының жолағы және нөлдік сызық жолағы сәйкесінше белгіленеді және бекітіледі, ал басқару шкафының есігінде көлденең жерге қосу сымы жобаланған.
Әрбір қосалқы қосқыштың басқару бағыты басқару шкафының есігінде белгіленген.
Басқару шкафы желдету құрылғысымен (осьтік ағынды желдеткіш пен ауа кіретін тор конвекцияны құрайды) жобаланған, ал ауа алмасу порты шаң сүзгісімен жабдықталған.
Басқару шкафындағы жарықтандыру құрылғысы есіктің қосулы болуын қамтамасыз ету үшін бұзылмаған немесе жарықтандыруды басқару үшін қосқыш орнатылған.
Барлық желілік маршруттау спецификациялары транкингке енгізілген және желі нөмірі анық белгіленген. Сым нөмірі өшпейді және сызбаға сәйкес келеді. Сымның диаметрі дұрыс таңдалады, ал инфрақызыл термометр сызықтардың қызып кетуі немесе шамадан тыс жүктелуінің жоқтығын тексереді.
Ашық ажыратқыш сымдар мен мыс жолақтар үшін оқшаулағыш қорғаныс тақталарын және егеуқұйрықтардан қорғайтын тақталарды орнатыңыз.
Басқару шкафының алдына оқшаулау дәрежесі мен өлшемі сияқты қауіпсіздік талаптарына сәйкес келетін резеңке төсемдерді салыңыз.
Қозғалтқышты басқару режимі үшін: ауа қосқышы + контактор + жылу релесі немесе қозғалтқышты қорғау қосқышы + басқару жүйесіне арналған контактор.
Бекіту әдісі: Электр компоненттері 35 мм стандартты бағыттаушы рельстермен басқару шкафына бекітіледі.
Сымдарды қосу әдісі: терминалмен бекітіңіз және сым нөмірін белгілеңіз;
PLC бөлігі: PLC қуат көзінің сәйкес қорғаныс құралдары бар; PLC мықтап орнатылған және жақсы желдетілген; кіріс және шығыс екі сызықпен ерекшеленеді; сақтық көшірме жасау үшін 5-тен астам енгізу/шығару нүктелері бар.
Инвертор бөлігі: сыйымдылығы қозғалтқыштың номиналды қуатынан бір деңгейге жоғары; кіріс желісінің ақылға қонымды қорғаныс жүйесі бар;
Шкафта көп ядролы икемді сым өткізгіш науасын пайдаланыңыз; 220V және DC24V сым түстері бөлінген; сымдарда науада бос орын бар; электр тарату желісінің шығысы резеңкемен қорғалған; сымның соңында стандартты сым нөмірі бар.
Сымды терминал бөлігі: терминал басқару шкафының төменгі ұшына орнатылады, 380В және DC24V бөлек орнатылады; қуат тарату шкафы перифериялық жабдыққа авиациялық штепсельдермен немесе сым терминалдарымен қосылған.
Сыртқы магистраль стандартты, қауіпсіз, қадамдық қысымға төзімді және деформацияланбайды.
Өндірістік желі траншеядағы кабель мен сым шұңқырында орналасқан және су және ауа жолдарымен ақылға қонымды түрде бөлінген.
Жабдықтың кіріс және шығыс бөліктерінің қосылу сызығының нөмір белгілері анық, берік және сайттан оңай табуға болады; бөлшектерді ауыстыру есебінен олар жоғалмайды;